

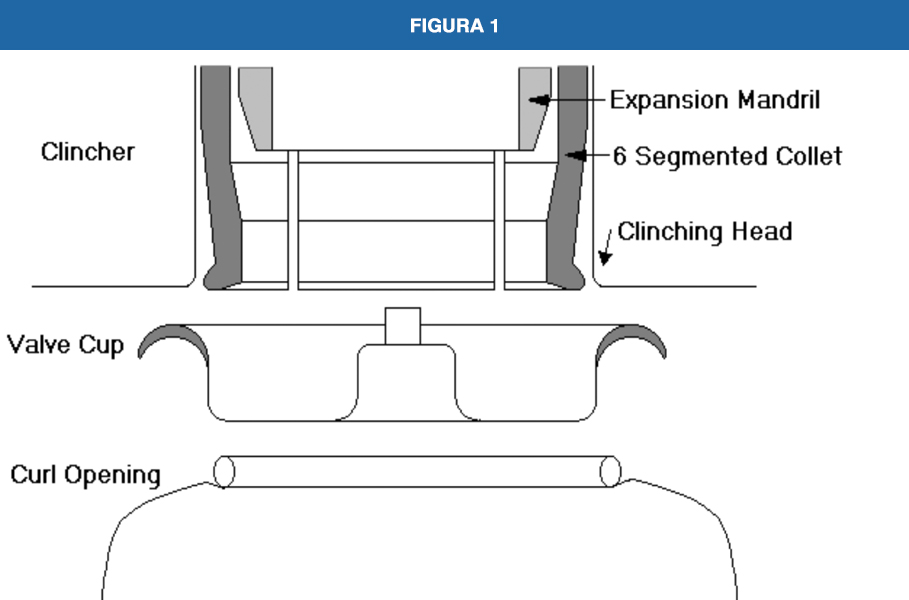
El crimpado (clinching), que también es conocido en América Latina como regravado, engargolado, clinchado, etc., es una operación que consiste en fijar la válvula de aerosol al envase por medio de un dispositivo (crimper) que deforma de manera permanente el casquillo de la válvula para sujetarla firmemente al rulo del envase, garantizando a su vez la compresión adecuada de la guarnición de cierre.
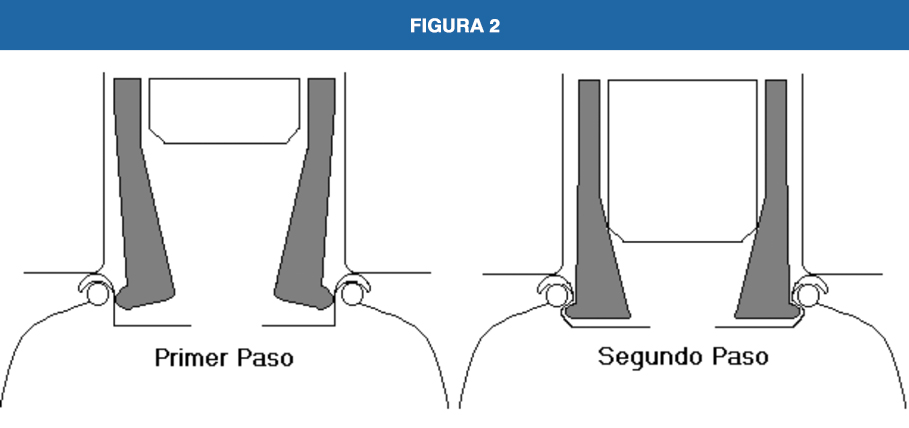
Se trata de una de las operaciones más importantes dentro del proceso de manufactura de los aerosoles, pues de no hacerse correctamente, inutiliza el producto e incluso puede afectar a la seguridad del consumidor. (Figuras 1, 2 y 3)

Para un correcto crimpado es necesario que los envases utilizados cumplan los requisitos dimensionales fijados por las normas internacionales que los establece, las cuales a continuación se presentan:
Normas disponibles para envases de aerosol
Envases de hojalata o acero dimensiones
| IRAM 3789 | CSPA | FEA 214 | ABNT/ABAS | FLADA (En preparación) |
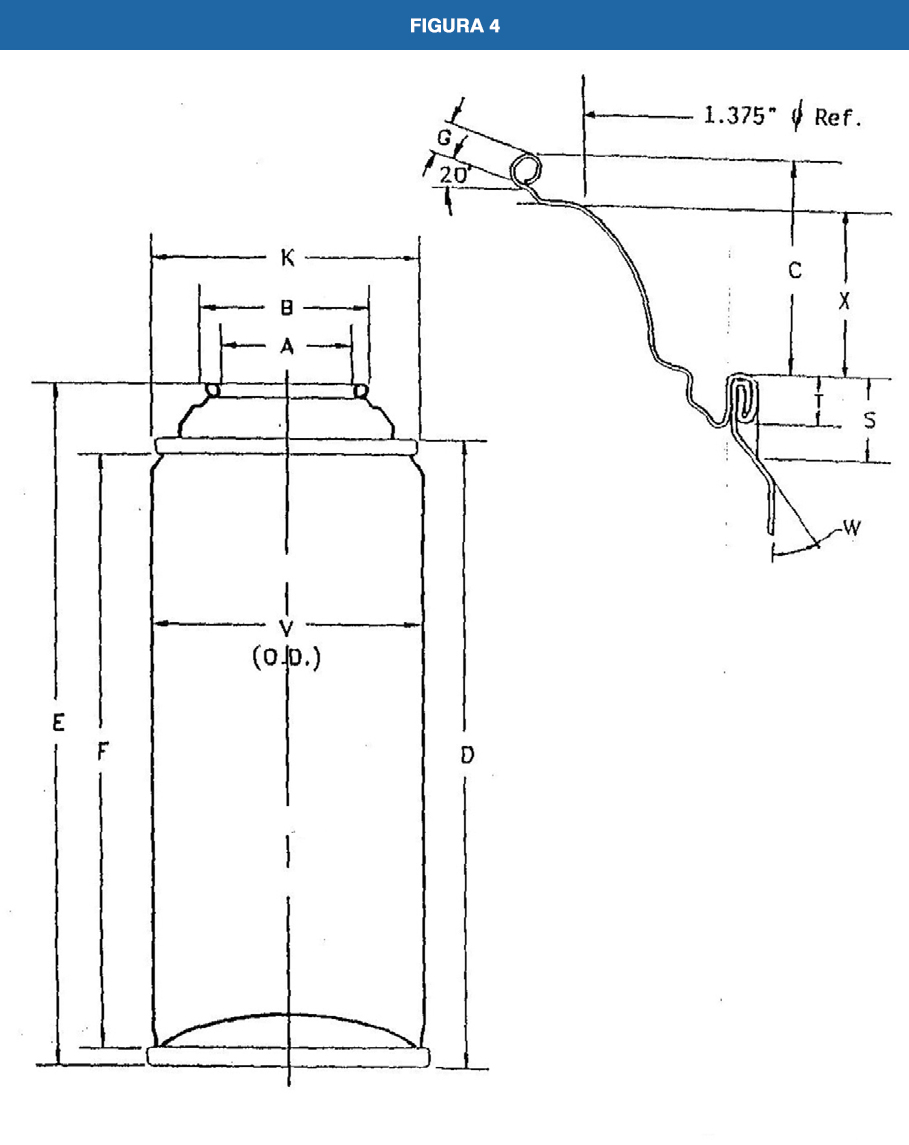
Envases de aluminio dimensiones. Figura 4
| IRAM 3785 | CSPA | FEA | ABNT/ABAS | FLADA (En preparación) |
Normas disponibles sobre válvulas y crimpado
| CSPA | FEA | ABNT/ ABAS– IRAM | Recomendaciones CADEA | FLADA (En preparación) |
Todas estas normativas fijan características que en los envases deben de controlarse estrictamente, pues afectan directamente el proceso de crimpado. Algunos requerimientos normativos de envases están relacionados con la operación de crimpado. A continuación señalo algunos puntos a considerar:
- Características dimensionales.
- Altura de rulo (altura boxal II) también llamada altura de contacto (El término rulo en América Latina se le conoce como rizo, virola, etc.).
- Paralelismo del plano del rulo con respecto a la base del envase.
- Planicidad del rulo.
- Exentricidad del rulo.
- Resistencia a una carga axial del envase.
- Determinación de altura neck de envases de aluminio.
Válvulas
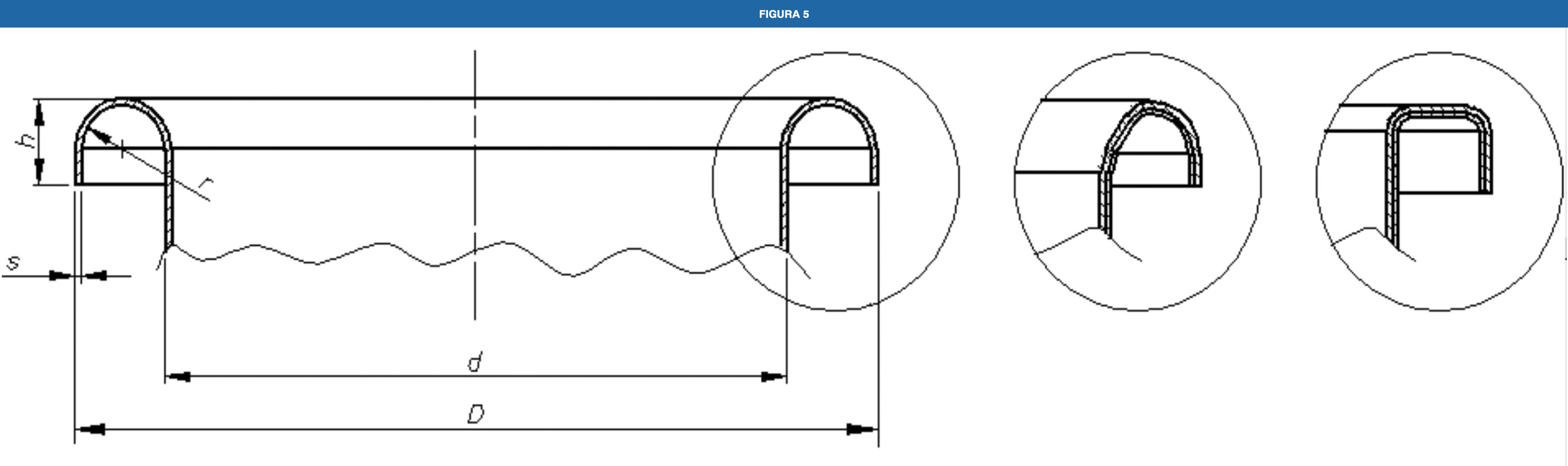
Principales características dimensionales de casquillos (taza, prato, copa) para envases de boca de 25.4 mm.
D = 32.5 +/- 0.20 mm., d = máximo 25.25 mm., h = 3.30 +/- 0.25 mm.
S = (solo indicativo) hojalata: 0.27 +/- 0.020 mm
Casquillo de hojalata laminada 0.2 PP: 0.47 +/- 0.020 m
Casquillo de hojalata laminada 0.1 PP: 0,37 +/- 0.020 mm
Casquillo de aluminio: 0.40 +/- 0.05 m. Figura 5
Elementos de cierre de crimpado (Evolución)
El cierre de crimpado también es conocido en nuestra región como junta elástica, vedaçao, etc. Se llaman elementos de cierre de crimpado a las guarniciones elásticas adosadas al casquillo que sirven de junta hermetizante entre el rulo del casquillo y del envase.
Hasta la década de los ochentas se usaron compuestos a base de latex en emulsión de tipo acuosa o solvente que se volcaban en forma líquida dentro de la cavidad del rulo del casquillo y luego de secados actuaban como elementos de hermetizado. El compuesto es CAP 1564 (acuoso) G K 45 (solvente).
Arandelas cortadas
Posteriormente y hasta nuestros días se utiliza una arandela cortada de cierre de 1 mm. de espesor fabricada con un material elastomérico conocidos como Buna N (poliacrilonitilo), neoprene (policloropreno), butyl (polisobutadieno), etc.
Nuevos elementos de cierre
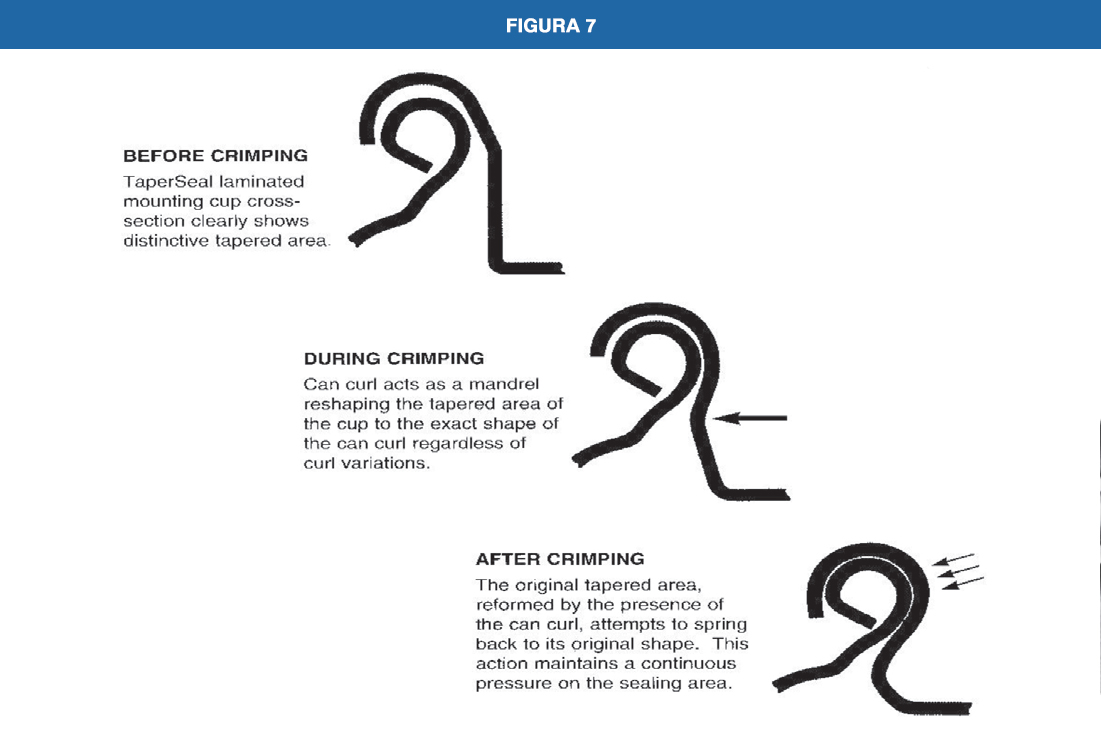
Entre varios podemos mencionar hojalata/laminado (sistema Taper-Seal). Consiste en un sistema de sellado que se basa en la compresión de una lámina plástica de polipropileno producida por la deformación elástica del casquillo metálico de la válvula. Figuras 6 y 7

Cálculo de las dimensiones de crispado
Antiguamente los fabricantes de válvulas para aerosoles solían sugerir, y aún lo siguen haciendo, las dimensiones de crimpado para cada tipo de casquillo y elemento de cierre. Considero más conveniente suministrar al usuario la base de un cálculo muy sencillo para que él mismo las determine.
Esto es necesario debido a que el cálculo se basa, entre otros parámetros, en la altura del contacto Boxal II, que puede variar de una partida a otra de envases y que modifica, en consecuencia, los valores finales de las dimensiones de crimpado.
Este cálculo permite determinar la altura de crimpado para un diámetro predeterminado de 27.10 mm., 27.20 mm. Figura 8

Altura de contacto Boxal II
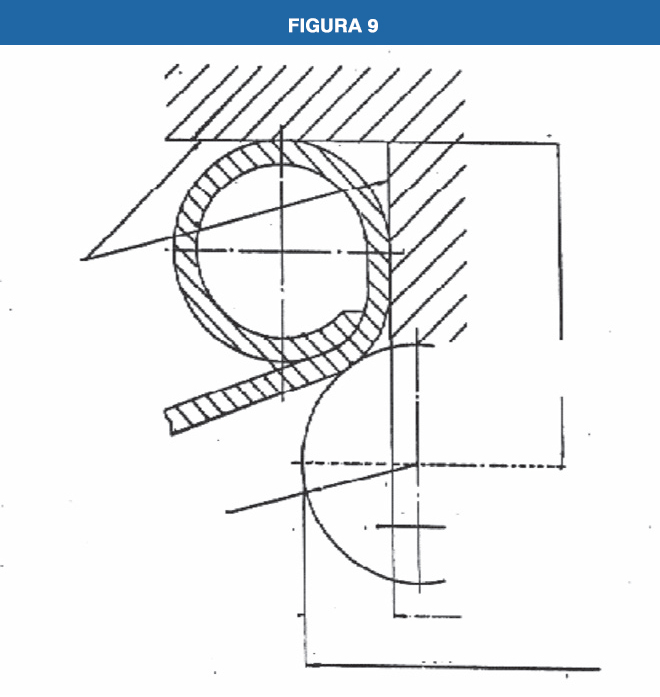
Definimos la altura de contacto Boxal II como la distancia entre la parte superior del rulo y el centro de una bolilla que apoya en la parte inferior del mismo simulando el perfil de una pinza de crimpado.
En nuestra región la altura Boxal II de los rulos está fijada en 4.25 mm +/- 0.20 mm., tanto para envases de aluminio como de hojalata o acero, sin embargo, hay una norma Europea que fija esta altura en 4.00 mm +/- 0.20 mm.
Si bien para todos los tipos de envases (hojalata y aluminio) se utiliza como base del cálculo la altura de crimpado, para la altura de contacto Boxal II debemos mencionar que en los envases de hojalata o acero existe la norma Starret cuya altura es equivalente a la del Boxal II pero se mide con otro dispositivo. Figuras 9 y 10

Cálculo de las dimensiones de crispado
Caso en que se usa como elemento de cierre una arandela cortada de 1 mm. de espesor. Figura 11
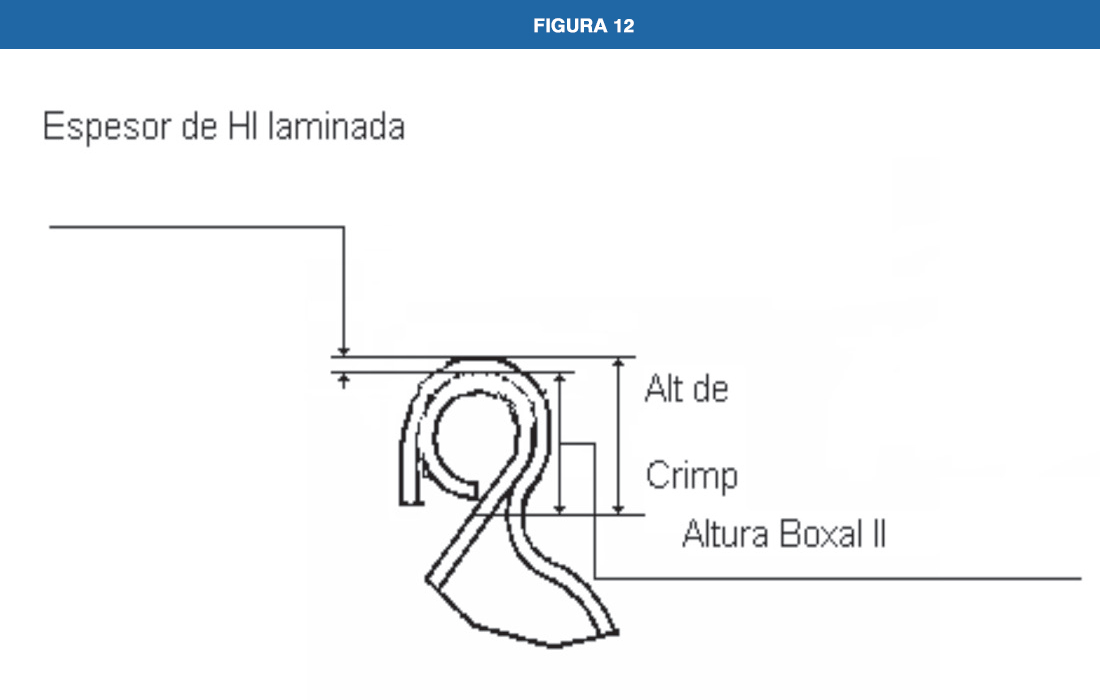
Se mide: altura Boxal II del rulo + (espesor arandala x 0.70) + espesor de la hojalata o aluminio = altura de crimpado. El espesor de hojalata del casquillo = 0.27 mm., y el espesor de aluminio del casquillo = 0.40 mm. Ejemplo para una altura Boxal II 4.25 mm. Casquillo de hojalata: 4.25 + (1 x 0.70) + 0.27 = 5.22 mm. Casquillo de aluminio: 4.25 + (1 x 0.70) + 0,40 = 5.35 mm. Hojalata h = 5.22 mm. Aluminio h = 5.35mm. Diámetro recomendado= 27.10 mm. Se ilustra el caso en que se usa como elemento de cierre el sistema Taper – Seal. Hojalata/Laminado 0.2 PP. Figura 12 Altura Boxal II + espesor de hojalata/laminado 0.2 – 0.02 mm. (compresión laminado PP) = altura de crimpado. Espesor de hojalata/lamina- do 0.2 PP= 0.47 mm. Ejemplo para una altura Boxal II 4.25 mm. Casquillo hojalata/laminado 0.2 PP 4.25 más (0.47 x 0.02) + 0.47 Hojalata – laminado h = 4.73 mm. Diámetro recomendado = 27.20 mm. Para registrar los valores medidos de diámetro y altura de crimpado se utilizan los medidores del tipo de los que se ilustran en la siguiente figura 13. Se establece un valor nominal tanto de la altura como el diámetro de crimpado y se fija la tolerancia. Se hacen inspecciones periódicas y en el caso de que se superen las tolerancias se debe corregir la desviación regulando el cabezal de crimpado. Figura 14 Es la presión de aire que impulsa el piston de bajada del cabezal en la primera de las dos etapas del proceso de crimpado. Esta presión es la que garantiza la compresión del elemento de cierre imprescindible para garantizar la hermeticidad del crimpado. Además del control periódico de la altura y diámetro de crimpado, deben efectuarse cortes transversales del conjunto envase-válvula para apreciar la correcta compresión de examen debe efectuarse cada vez que se crimpado o cuando se cambian los envases o cuando se detectan fugas. Para el caso en el cual se utiliza un casquillo de hojalata laminada con el sistema de cierre Taper-Seal, además de las inspecciones rutinarias para determinar la altura y diámetro de crimpado, es posible visualizar si el crimpado se ha efectuado correctamente verificando que el plano que inicialmente presentaba el casquillo antes del crimpado ha desaparecido. Es decir, si ese plano al copiar la circunferencia del rulo del envase ha adoptado una forma curva, con lo que se asegura la compresión elástica de la lámina de polipropileno que se encuentra entre el rulo del envase y la pollera exterior de la válvula. Figuras 15 y 16 En la primer figura se observa un crimpado con este sistema de sellado, cuya altura de crimpado es excesiva, y es por ello que se puede observar el plano sin deformar. En la segunda la altura de crimpado es la correcta y puede verse como el plano se transformó en una curva que copia perfectamente al rulo del envase comprimiendo la lámina plástica. Se hace en el baño de prueba con el aerosol sumergido, introduciendo el extremo de un destornillador plano entre la base de la pollera del casquillo y el domo superior del envase debajo del rulo, al girar levemente el destornillador no deben producirse fugas por afloje del crimpado. Se efectúa usando una pinza-llave dinamométrica asegurándola sobre la torreta de la válvula, y fijando firmemente el envase se registra el torque (Kg fuerza) necesario para producir el inicio de giro del casquillo con respecto al cuerpo del envase. Se trata de un método exclusivamente amente comparativo por lo que se debe contar con patrones de prueba previos. Es un requerimiento de las Buenas Prácticas de Manufactura y de la legislación para el transporte. Se trata de someter al 100 % de los aerosoles a una prueba de presión para verificar el comportamiento de los envases, la válvula y el crimpado, normalmente a una temperatura de 50-55 oC. En general podemos distinguir tres tipos de fugas: macrofugas, pequeñas fugas (rosario de burbujas) y microfugas. Generalmente las fugas pueden aparecer en: Las macrofugas y pequeñas fugas pueden detectarse con los Check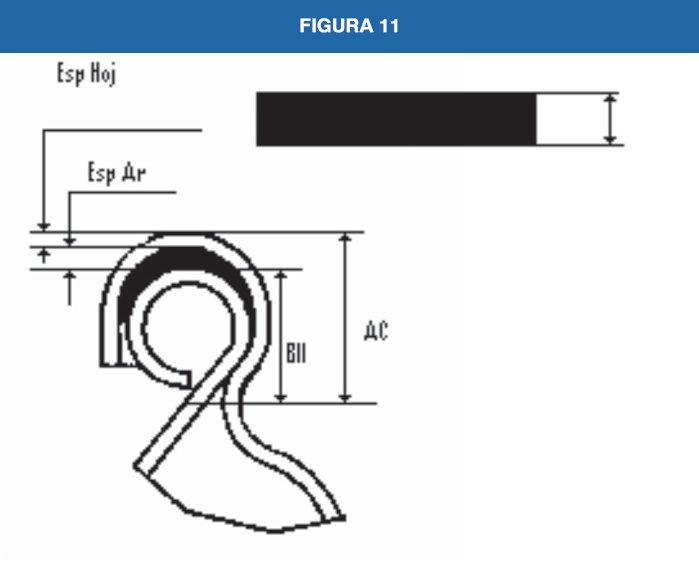
Planilla de control de calidad del crimpado


Presión de cabezal
Exámen visual del crimpado


Otros ensayos para comprobar el ajuste del crimpado
Ensayo de pestañado (de poco uso):
Ensayo de torque (de poco uso):
Baño de prueba de estanqueidad
Adicionalmente este testeo puede usarse para verificar fugas pero en este caso el equipo debe sumergir totalmente el envase y tener un espacio reservado especialmente para la observación de los aerosoles cuando estos alcanzaron la presión de prueba.Criterio para evaluar las fugas
Weighers o el baño. Las microfugas no pueden detectarse por estos medios y debe utilizarse la pérdida de peso en estufa o la eudiometría.