

Estas recomendaciones son de fundamental importancia para nuestra industria.
[separator type=»line» /]
Presentamos la parte 2 de las Recomendaciones FLADA, un documento de fundamental importancia que busca la integración de la industria latinoamericana del aerosol a través de la tecnología y la calidad de los productos que se fabrican en la región.
Este documento fue elaborado en base a las experiencias y a los antecedentes en la industria de los diversos países, representados por los miembros del comité, quienes a su vez representan a los organismos que integran la Federación Latinoamericana del Aerosol (FLADA): la Cámara Argentina del Aerosol (CADEA), el Instituto Mexicano del Aerosol (IMAAC), la Asociación Brasilera de Aerosoles y Saneantes Domisanitarios (ABAS), la Cámara Chilena del Aerosol (CCA) y la Cámara Venezolana del Aerosol (CAVEA).
Continuaremos publicando de manera alternada y en partes, las Recomendaciones FLADA, hasta completar el total del documento.
ÍNDICE
- Objeto y campo de aplicación
- Documentos normativos para consulta
- Definiciones
- Ensayos
- Anexo b (informativo) integrantes del organismo de estudio
[separator type=»line» /]
Aerosoles Válvulas
- Objeto y campo de aplicación
Esta norma establece los métodos de ensayos aplicables para las válvulas de envases metálicos de los aerosoles. - Documentos normativos para consulta
Todo documento normativo que se menciona a continuación es indispensable para la aplicación de este documento.Cuando en el listado se mencionan documentos normativos en los que se indica el año de publicación, esto significa que se debe aplicar dicha edición, en caso contrario, se debe aplicar la edición vigente, incluyendo todas sus modificaciones.
– Norma FLADA 01 – Glosario Aerosoles. Definiciones
– CSPA Aerosol Guide (8th edición- 1995)
– Aerosol Propellants (3ra. Edición 2010)
– FEA Standard (FEA setiembre 1993)
– Norma ABNT 15335
– Norma IRAM «Determinación del diámetro y alturade crimpado» - Definiciones
Para los efectos de esta Norma, se aplican las siguientes definiciones:- Propelente: Cualquier gas o líquido bajo presión, con una presión de vapor mayor a una atmósfera, que se usa para la dosificación de los productos en aerosol (licuado, disuelto o comprimido) con la función de expedir el contenido del envase por el accionamiento de la válvula (Figura 1).
- Altura de crimpado (Hc): Distancia vertical desde la zona superior del tope del rulo del casquillo crimpado hasta el centro de la impronta o muesca producida por los gajos de la mordaza del crimper.
- Concentrado: Productos o sustancias que forman parte de la formulación del aerosol.
- Diámetro de crimpado (Dc): Distancia máxima horizontal desde el centro de la impronta producida por los gajos de la mordaza del crimper de un lado hasta la impronta diametralmente opuesta.
- Impronta: Deformación del casquillo que se produce por la acción de las mordazas del cabezal de crimpado.
![Recomendaciones-FLADA-(Parte-2)-1]()
- Elongación del tubo de pesca: Aumento longitudinal del tubo de pesca por el contacto con el producto envasado.
Nota: Es sabido que las distintas formulaciones de productos en aerosol ocasionan diferentes elongaciones en el tubo de pesca de una válvula para aerosol, debido a los diferentes solventes, propelentes y productos químicos que las componen. Estas dilataciones deben ser tenidas en consideración cuando se determina la longitud del conjunto válvula-tubo de pesca. Se sugieren pruebas de estabilidad de 2 o 3 meses para verificar la elongación del tubo. - Laminado: Film plástico que recubre la parte inferior del casquillo en su totalidad.
- Sistema de sellado (taper seal) (1): Sistema de sellado de la válvula al envase que se basa en la deformación elástica del material del casquillo (1) Taper Seal es el nombre comercial de un sistema de obturación patentada Aptar Group. Esta información se brinda para facilitar a los usuarios la utilización de esta Norma, pero no significa una recomendación del producto citado por parte de FLADA. Pueden utilizarse productos equivalentes, siempre que conduzcan a resultados iguales.
- Sleeve-gasket (2): Sistema de sellado de la válvula al envase basado en la utilización de una guarnición plástica.
(2) Sleeve Gasket es el nombre comercial de un sistema de sellado patentado por Precision Valve Corporation. Se brinda esta información para favorecer a los usuarios en al utilización de esta Norma, pero no significa una recomendación del producto citado por FLADA. Se pueden utilizar productos equivalentes que conduzcan a resultados iguales.
- Ensayos
- Determinación de las dimensiones de los casquillos ó tazas.
- Principio: Consiste en determinar las dimensiones de los casquillos utilizados en las válvulas de aerosol, para envases con abertura de 25,4 mm.
- Equipos de medición y materiales:
- Utilizar instrumento o dispositivo con precisión 0,02 mm.
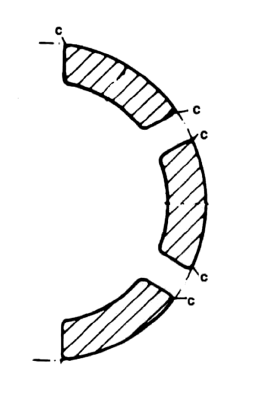
- Procedimiento: Medir las dimensiones establecidas en la figura 2, utilizando los equipos de medición descriptos en 4.1.2.1 y materiales. El resultado debe estar de acuerdo con la tabla 1.
![Recomendaciones-FLADA-(Parte-2)-Figura-2]() Figura 2. Casquillo y sus configuraciones de rulo/pollera ó falda
Figura 2. Casquillo y sus configuraciones de rulo/pollera ó faldaDonde:
D: Diámetro externo del casquillo, en milímetros.
Ev: Espesor del material utilizado para producir el casquillo, en milímetros mas espesor del recubrimiento externo e interno.
h: Altura del rulo/pollera ó falda del casquillo.
d: Diámetro del cuerpo del casquillo que entra en la boca del envase metálico, en milímetros.
![Recomendaciones-FLADA-(Parte-2)-Tabla-1]()
- Determinación y medición del crimpado
- Se establece el método para la determinación de la altura y diámetro de crimpado, en aerosoles con envases de hojalata y aluminio, con boca de 25,4 mm. También se dan los procedimientos de medición de diámetro y altura de crimpado.
- Describe también un método para efectuar la estimación de la altura de crimpado con un diámetro prefijado de 27,10 mm ± 0,1 mm utilizando válvulas de 25,4 mm. de diámetro.
- Equipos e Instrumental
- Instrumento para medir altura de crimpado, con una precisión de 0,01 mm provisto de un patrón, como el que se indica en la figura 1.
- Instrumento para medir diámetro de crimpado, con una precisión de 0,01 mm provisto de un patrón, como el que se indica en la figura 2.
![Recomendaciones-FLADA-(Parte-2)-Figura-1.2]()
Figura 1. Ejemplo de un instrumento para medir la altura de crimpado.![Recomendaciones-FLADA-(Parte-2)-Figura-2.2]()
Figura 2. Ejemplo de un instrumento para medir el diámetro de crimpado (Ver tabla de dimensiones recomendadas de crimpado de valor).
- Procedimiento:
- Procedimiento de medición de la altura de crimpado.
- Se calibra Instrumentos de medición mediante el patrón y se ajusta hasta verificar que el valor de lectura coincida con el valor indicado en el patrón.
- Cuando sea necesario se debe quitar la tapa actuadora o pulsador de la válvula del envase, para realizar la medición.
- Se inserta la esfera de contacto en el centro de la impronta o muesca producidas por las mordazas del crimpado y se apoya la base del instrumento en la parte superior del casquillo.
Nota: El instrumento debe tener como mínimo tres puntos de apoyo sobre el casquillo (Ver Figura 1). - Se realiza la lectura al 0.01 mm y se registra.
- Se repite el procedimiento de acuerdo a 4.1.3 y 4.1.4 en cada una de las improntas.
- Procedimiento de medición del diámetro del crimpado.
- Se calibra el instrumento de medición colocando 2 palpadores en el patrón y se ajusta hasta verificar que el valor del dial coincide con el valor indicado en el patrón.
- Cuan sea necesario se debe quitar la tapa actuadora o pulsador para realizar la medición.
- Se inserta los palpadores en centro de dos improntas opuestas y se mueve el instrumento hasta encontrar la medida máxima.
- Se determina la lectura al 0.01 mm y se registra.
- Se repite el procedimiento de acuerdo a 4.2.3 y 4.2.4 para cada par de improntas opuesta.
- Procedimiento de medición de la altura de crimpado.
La altura de crimpado es una medida utilizada para ajustar el cabezal de crimpado, y es por lo tanto una medida indispensable, pero no suficiente para segurar la hermeticidad del envase. El control de esta medida durante la producción de los aerosoles ayuda a garantizar la uniformidad y calidad del crimpado.
- Procedimiento para calcular la altura de crimpado.Este punto establece el siguiente procedimiento para calcular la altura de crimpado para un diámetro de crimpado prefijado de 27,10 mm ± 0,1 mm.
- Aparatos
Instrumento de medición para altura de contacto HB. Boxal II, como el que se indica en la figura A1. - Procedimiento
Altura de contacto del envase (HB): Se determina utilizando el instrumento de medición para altura de contacto, Boxal II como se indica en la figura A2. La lectura mínima correspondiente al envase, se realiza posicionando el instrumento de medición de contacto (ver A.2.1) sobre el rulo, y luego girando el envase 360º Se promedian las lecturas mínimas encontradas en cada rulo de envase, tomando como muestra una cantidad mínima de 10 envases.
![Recomendaciones-FLADA-(Parte-2)-IMG2]() Figura A1. Comparador Boxal II
Figura A1. Comparador Boxal II ![Recomendaciones-FLADA-(Parte-2)-IMG3]()
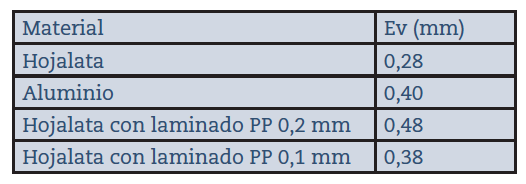
Figura A2. Detalle de la figura 1 donde se visualiza el rulo del envase y el cabezal del comparador.A.3.2. Espesor del material del casquillo de la válvula (Ev). De acuerdo al material del casquillo, se adoptan los siguientes valores de referencia.
![Recomendaciones-FLADA-(Parte-2)-tabla2]()
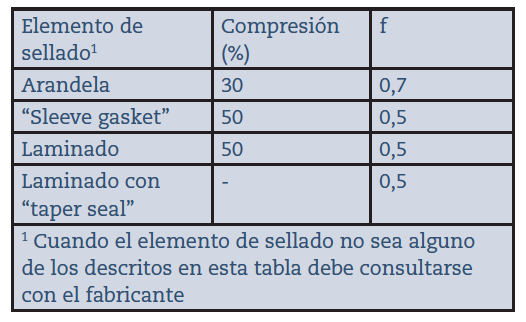
A.3.3. Factor de compresión del elemento de sellado del casquillo (f). De acuerdo al elemento de sellado, se adoptan los siguientes valores. Para obtener estos valores de compresión el cabezal de crimpado debe ejercer una fuerza sobre la válvula en dirección axial al envase, del orden de 30 daN a 50 daN y cuyas mordazas deben tener 1,20 mm de radio. También debe tenerse en cuenta el radio c de la figura adjunta, cuyo valor deber ser de 0,5 mm máximo.
![Recomendaciones-FLADA-(Parte-2)-7]()
![Recomendaciones-FLADA-(Parte-2)-tabla3]()
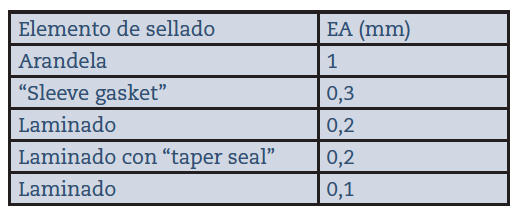
A.3.4 Espesor del elemento de sellado del casquillo (EA). Se adoptan los siguientes valores de referencia.
![Recomendaciones-FLADA-(Parte-2)-tabla4]()
Nota: cuando se utiliza casquillo con laminado al cual se le suplementa una arandela de goma, el valor de EA es el siguiente:
EA (en mm) = 1 (espesor de arandela) + 0,1 / 0,2 (espesor laminado sea 0,1 o 0,2 mm)
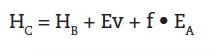
En estas situaciones, el factor de compresión que se utiliza es el de la arandela.A.4 Cálculo. La altura de crimpado se calcula con la fórmula siguiente:
![Recomendaciones-FLADA-(Parte-2)-6]()
Siendo (ver figura A3):
HC – altura de crimpado, en milímetros;
HB – altura de contacto del rulo del envase, en milímetros;
Ev – espesor del material del casquillo de la válvula, en milímetros;
f – factor de compresión del elemento de sellado del casquillo;
EA – espesor del elemento de sellado del casquillo, en milímetros.![Recomendaciones-FLADA-(Parte-2)-5]()
- Aparatos
- Procedimiento para determinar la elongación del tubo de pesca. El objetivo de este ensayo es la determinación de la elongación que se produce en la longitud del tubo de pesca debido al contacto con los productos utilizados en los aerosoles.
- Procedimiento:
Se toman diez trozos de tubo de pesca, cortados en 100 mm de longitud, y se los coloca sueltos en un envase de aerosol al cual se le agregó previamente el concentrado a utilizar.
Se crimpa la válvula y se presuriza el aerosol con el propelente a utilizar.
Luego de 48 horas se despresuriza el aerosol, utilizando un elemento punzante de material no ferroso (Ej: bronce).
Se abre el aerosol retirando los tubos de pesca y midiéndolos con una regla (al milímetro).
El porcentaje de elongación será determinado por la cantidad de milímetros que superen los 100 originales, es decir: % de elongación = valor promedio medido – 100.Para determinar la longitud del tubo según C.S.P.A, necesitamos conocer los siguientes datos:
He: altura total del envase %E: % de elongación (calculado en el punto anterior)
Longitud C.S.P.A = He -He. %E – C
C= 2 mm (espacio libre entre tubo de pesca y fondo)![Recomendaciones-FLADA-(Parte-2)-4]()
L= longitud C.S.P.A, también denominada longitud AD
- Procedimiento:
- Procedimiento para medir la longitud del conjunto válvula-tubo de pesca
- Objetivo: Consiste en determinar la longitud del conjunto válvula-tubo de pesca en envases de aerosol y debe ser realizado para cada producto en aerosol y repetido en caso de que sea modificada la formulación del producto original.
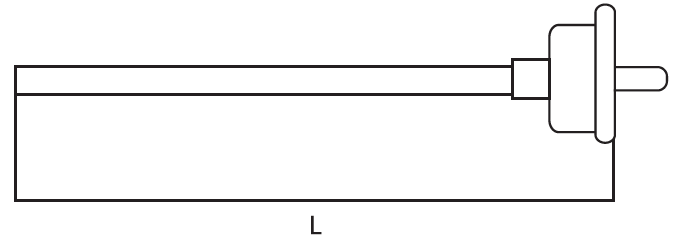
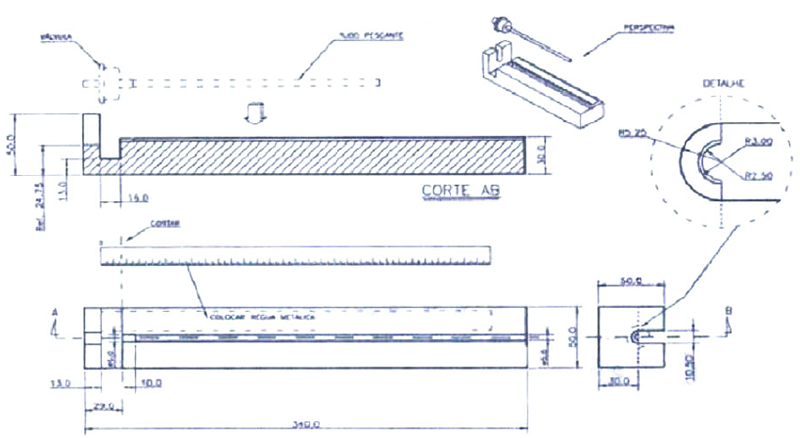
- Equipos de medición y materiales: dispositivo para medir longitud que contiene una escala métrica montada en el mismo, tomando como referencia la parte superior del casquillo de la válvula hasta el extremo del tubo de pesca. (Unificar utilizando equipos de medición y materiales en todos los casos donde figure algo similar).
- Procedimiento
- Colocar la válvula sobre el dispositivo, asegurando que la parte superior del casquillo este alojada en la hendidura del mismo y apoyada sobre la pared perpendicular a la escala métrica, verificando que el tubo de pesca se posicione en el canal central.
![Recomendaciones-FLADA-(Parte-2)-DIM]()
Ejemplo de dispositivo para medir la longitud del tubo de pesca. Dimensiones en milímetros. - Medir la longitud del conjunto válvula-tubo de pesca (L) en la escala métrica.
- Colocar la válvula sobre el dispositivo, asegurando que la parte superior del casquillo este alojada en la hendidura del mismo y apoyada sobre la pared perpendicular a la escala métrica, verificando que el tubo de pesca se posicione en el canal central.
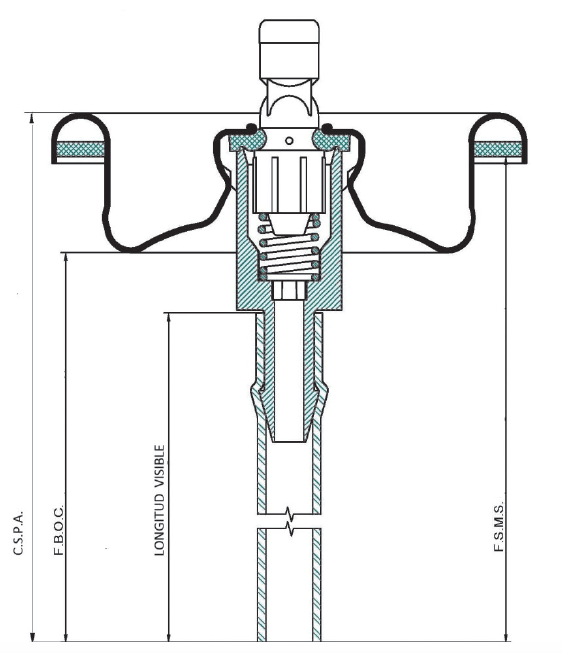
- Existen otras formas de medir la longitud del conjunto válvula- tubo de pesca.
- Método FSMS (from sealing médium surface): implica tomar la base del elemento de sellado como referencia desde donde medir la longitud del tubo de pesca.
- Método FBOC (from bottom of cup): consiste en tomar como referencia la base del casquillo, desde donde se mide la longitud del tubo de pesca.
- Determinación de las dimensiones de los casquillos ó tazas.

Los conceptos no mencionados en la presentes norma se encuentran definidos en la Norma FLADA 01 – Glosario de Aerosoles.


Figura 1. Partes que componen al sistema aerosol.
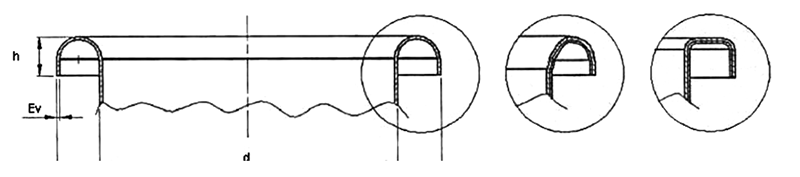 Figura 2. Casquillo y sus configuraciones de rulo/pollera ó falda
Figura 2. Casquillo y sus configuraciones de rulo/pollera ó falda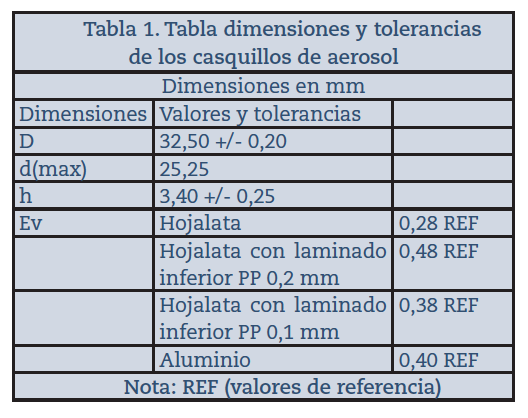
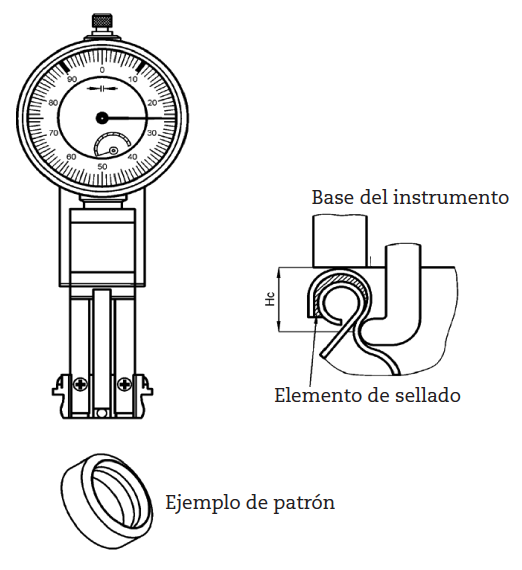
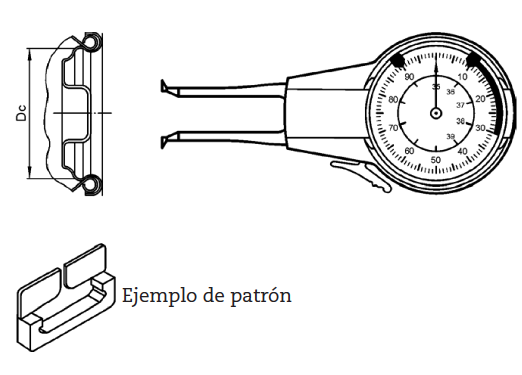
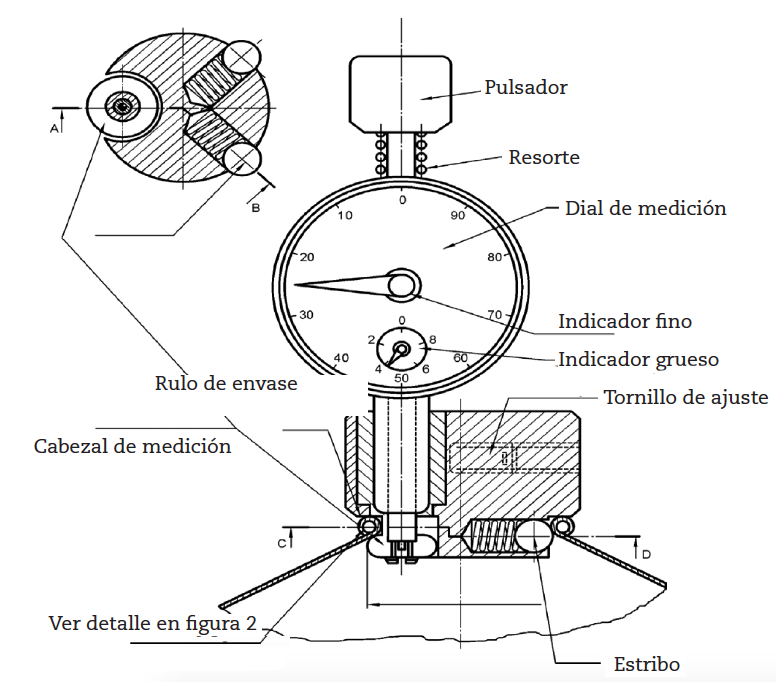 Figura A1. Comparador Boxal II
Figura A1. Comparador Boxal II 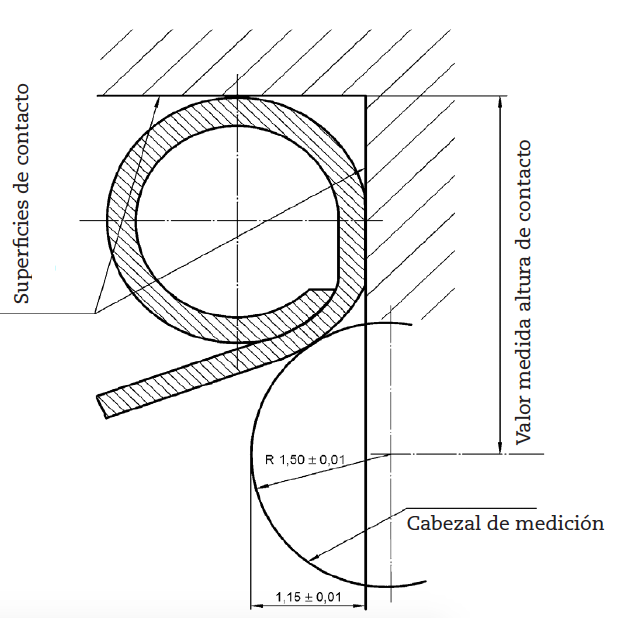

Ver figura adjunta
Anexo B (Informativo)
Integrantes del organismo de estudio
El estudio de esta norma ha estado a cargo del organismo respectivo, integrado en la forma siguiente:
- Comisión Técnica de CADEA
- Comisión Técnica de ABNT
- Comisión Técnica de IMAAC
- Cámara Venezolana de Aerosoles
- Asociación Chilena de Aerosoles