

Prueba de baño caliente para aerosoles—Primera Parte.
Más del 95% de los aerosoles fabricados en México utilizan gases licuados como propelente, tales como los hidrocarburos (PHC), el dimetil éter (DME) y el 1,1 difluoroetano (152a), pues ofrecen un mejor desempeño para la pulverización del producto en aerosol1. Sin embargo, estos gases licuados son inflamables y con el incremento de la temperatura, aumenta su presión de vapor y la dilatación térmica del líquido.
En este artículo se mostrará cómo la temperatura afecta estas propiedades y el riesgo que representa, no solo para su transporte, sino también durante el llenado, almacenamiento y uso del aerosol. Así mismo, se presentan los fundamentos técnicos y normativos por los que el Comité de Seguridad y la Mesa Directiva del Instituto Mexicano del Aerosol (IMAAC), recomienda realizar una prueba (en este caso nos enfocaremos a la prueba de baño caliente) que verifique la seguridad de todos los aerosoles que se llenen en México2.
Prueba de baño con agua caliente
El propósito de la prueba de baño con agua caliente es comprobar la hermeticidad y resistencia del envase de un aerosol. Aplica a todos los aerosoles que sean llenados con gases licuados como el PHC, DME, 152a, HFO, entre otros. Cada aerosol lleno de PHC deberá someterse a la prueba de baño con agua caliente o a una alternativa aprobada que garantice la seguridad del aerosol.
Con relación a sus fundamentos normativos, la Organización de las Naciones Unidas (ONU) ha establecido a la prueba de baño con agua caliente como un requisito básico para el transporte seguro de los aerosoles. Por esta razón, todas las empresas transnacionales que operan en México cumplen rigurosamente con el mismo.
Así mismo la ONU asignó los siguientes parámetros para esta prueba3:
- La temperatura del baño con agua y la duración de la prueba deberá ser tal que la presión interna alcance el valor que tendría a 55°C (50°C si la fase líquida no ocupa más del 95% del contenido del aerosol a 50°C). Si el contenido es sensible al calor o los botes de los aerosoles son de plástico que se reblandece a dicha temperatura de ensayo, el calor del baño deberá fijarse entre 20°C y 30°C, pero, además, un aerosol de cada 2 mil deberá someterse a ensayo a la temperatura superior.
- No deberá producirse fuga alguna o deformación permanente de un aerosol, excepto en los de plástico que pueden deformarse o reblandecerse a condición de que no haya fugas.
En el año 2003 la Secretaría de Comunicaciones y Transportes (SCT) estableció el requisito de la prueba de hermeticidad para los aerosoles en el apartado 7.9 de la Norma Oficial Mexicana NOM-024-SCT2/2002:
“Especificaciones para la construcción y reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos”4:
7.9. Prueba de hermeticidad para los aerosoles y recipientes pequeños para gases.
7.9.1. Cada recipiente debe estar sujeto a una prueba realizada en un baño de agua caliente, y la duración de la prueba debe ser tal que el contenido ejerza una presión igual a la que alcanzaría a 55°C (50°C si la fase de líquido no excede el 95 % de la capacidad del recipiente a 50°C).
7.9.2. No debe producirse ninguna fuga del contenido ni deformación permanente del recipiente, pero si éste es de plástico, se admitirá que se deforme por reblandecimiento, a condición de que no tenga fuga.
Sin embargo, en la revisión 2010 de esta norma5 se descartó el apartado 7.9 al excluir de su alcance a los recipientes sujetos a presión.
Por otra parte, organizaciones como la FEA (European Aerosol Federation)6 y la NFPA (National Fire Protection Association)7, recomiendan realizar esta prueba para garantizar la integridad y seguridad del producto. Por su parte, el Departamento de Transporte, de Estados Unidos (Department of Transportation/D.O.T), penaliza decomisando el producto y sancionando hasta con cientos de miles de dólares el incumplimiento de esta prueba8.
Fundamentos técnicos
El origen de esta prueba está ligado al inicio de la misma industria del aerosol en 1947. Aunque los equipos han evolucionado al paso del tiempo, la esencia del “venerable baño con agua caliente” se ha mantenido. Para más información al respecto se recomienda consultar el artículo publicado por el Doctor en Química Montfort A. Johnsen (The Hot Water Bath [Modern Concepts]. Spray Technology & Marketing. July 2014). Cabe mencionar que es el autor del reconocido Aerosol Handbook9.
De acuerdo al requisito de la ONU, los aerosoles deberán sumergirse al baño con agua caliente, y la duración de la prueba debe ser tal que la presión interna alcance el valor que tendría a 55°C o bien a 50°C cuando la fase del líquido no exceda el 95% de la capacidad del recipiente.
En la práctica el agua deberá tener una temperatura entre 55 y 60°C, el tiempo de inmersión puede variar entre uno a tres minutos10. Esto depende del tamaño, contenido y sistema para homogenizar la presión interna del aerosol.
La presión interna del aerosol, prácticamente será la ejercida por la presión de vapor del propelente a la temperatura de 55 ó 50°C, según aplique. El aerosol deberá garantizar su hermeticidad y resistencia a esta presión y temperatura del estudio.
A continuación se presentan los objetivos y fundamentos técnicos de la prueba:
Comprobar la resistencia del aerosol a la presión de vapor del propelente.
La presión de vapor de un gas licuado es la presión de la fase vapor del líquido sobre su fase líquida, a una temperatura determinada y donde ambas fases se encuentran en equilibrio termodinámica.
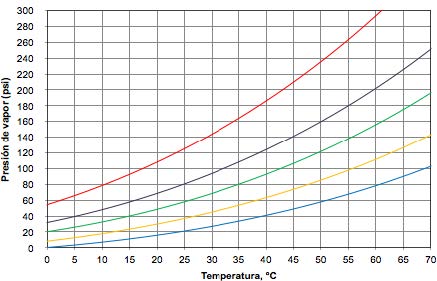
En la figura 1 se muestra el efecto de la temperatura en la presión de vapor para diferentes propelentes, obtenido a través del simulador Chemsep™11. Por ejemplo, para un propelente A-70, la presión será de 70 psi a 21 °C. Si la temperatura aumenta, la presión de vapor lo hace de manera proporcional. Para una temperatura de 55 °C su presión de vapor será de 180 psi.
El envase deberá resistir esta presión interna del aerosol. En la tabla 1, se muestra la clasificación y resistencia para los envases de hojalata, de acuerdo a la normatividad americana establecida por D.O.T.12.
Tabla 1: Clasificación y normatividad americana para los envases de acero.
| D.O.T. (49CFR178.33) | Presión de operación a 55°C | Presión mínima de ruptura |
|---|---|---|
| 2P | 140 – 160 psig | 240 psig |
| 2Q | 161 – 180 psig | 270 psig |
Aunque los envases de aerosol tienen un factor de seguridad y están diseñados para una presión de ruptura superior, los aerosoles no deben calentarse por arriba de esta temperatura, debido a que pueden reventar y provocar un accidente.
Por lo anterior, la prueba de baño con agua caliente para cada aerosol es fundamental para verificar y asegurar que el envase sea capaz de resistir el aumento de la presión de vapor.
Asegurar que los aerosoles no estén sobrellenados
Uno de los riesgos asociados al llenado de aerosoles con propelente hidrocarburo es la expansión térmica de los gases. Un envase de aerosol puede estallar si no se deja el espacio suficiente que garantice su libre expansión térmica.
En la figura 2 se muestran las curvas de expansión térmica para el propelente hidrocarburo, para el agua y el acero. Para efectos de cálculo el rango de temperatura considerado fue de 0 a 71 °C. Las curvas se realizaron conforme al método recomendado por Noel de Nevers13 y fueron calculadas para n-Butano (A-17), i-Butano (A-31), Propano (A-108) y mezclas de propelente A-50 y A-70.

Por ejemplo, la expansión térmica del propelente A-70 es de 0.3678 % por cada grado centígrado, en un rango de 15 a 71 °C. En este rango de temperatura, su dilatación térmica sería del 20.6 % en volumen. El agua solo se expande 2.2 % y el acero 0.19 % para este mismo nivel de temperatura. En la tabla 2 se muestran los resultados obtenidos para otras presiones de propelente hidrocarburo.
Tabla 2: %volumen de expansión térmica para diferentes propelentes.
| Aerosol | Expansión térmica por cada °C (%Volumen) | Expansión térmica (%Volumen) para un rango de 15 a 71 °C |
|---|---|---|
| A-17 | 0.2460 | 13.80 |
| A-31 | 0.2840 | 15.90 |
| A-50 | 0.3126 | 17.51 |
| A-70 | 0.3678 | 20.60 |
| A-108 | 0.4400 | 26.70 |
De acuerdo a la ONU los aerosoles pueden probarse a 50° C si la fase líquida no ocupa más del 95% de su capacidad a temperatura de 50°C. Por ejemplo, podemos probar un aerosol que se llena al 85% de su capacidad con propelente A-70, porque a 50°C el volumen solo se podrá expandir el 94% de su capacidad (85% x 1.106).
Esta misma condición aplicaría para propelentes con presiones de vapor menores. Para presiones superiores el llenado deberá ser menor al 85 % del envase.
Tabla 3. %volumen de expansión térmica a 50 °C para diferentes propelentes.
| Aerosol | % Volumen de llenado @ 15°C | Expansión @ 50°C | % Volumen @ 50°C |
|---|---|---|---|
| A-17 | 85 | 1.078 | 91.63 |
| A-31 | 85 | 1.087 | 92.39 |
| A-50 | 85 | 1.093 | 92.91 |
| A-70 | 85 | 1.106 | 94.01 |
| A-108 | 85 | 1.132 | 96.22 |
Si un aerosol se llenará por arriba del 85 %, podría provocar un accidente. Por ejemplo, para el aerosol A-70, si fuera llenado al 91%, a una temperatura de 15 °C, y se calentará hasta los 50 °C, entonces su volumen alcanzaría una expansión del 100.6% (91 % x 1.106) y podría originar la explosión del envase (ver tabla 3).
Por esta razón, los envases de aerosol nunca deben sobrellenarse. Al calentarse, pueden reventar y provocar un accidente en su fabricación, manejo, almacenamiento, transporte o uso.
El sobrellenado de un envase de aerosol es debido a un descuido o error humano. Otra medida de seguridad, para evitar un sobrellenado es el control de peso. Esta medida de también deberá ser obligatoria para el llenado de aerosoles.
La función de un control de peso es identificar altos y bajos contenidos del aerosol y rechazar automáticamente de la línea los aerosoles que no cumplan con el contenido establecido. De esta manera se puede evitar que las latas sobrellenadas entren al baño con agua caliente y puedan presurizar y reventar.

[separator type=»line» /]
Notas:
- Aerosol La Revista. Guía para la seguridad en la industria del aerosol. FLADA. Año X, Mayo 2014, p 6.
- IMAAC, Boletín Mensual. Junio del 2014. Acuerdo de la prueba del baño con agua caliente.
- “Recommendations on the Transport of Dangerous Goods” Volume 1. United Nations, New York and Geneva (2011). 17ª Edition. p. 219.
- Norma Oficial Mexicana NOM-024-SCT2/2002 “Especificaciones para la construcción y reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos”.
- Norma Oficial Mexicana NOM-024-SCT2/2010, “Especificaciones para la construcción y reconstrucción, así como los métodos de ensayo (prueba) de los envases y embalajes de las substancias, materiales y residuos peligrosos”.
- “Guidelines on Basic Safety Requirements in Aerosol Manufacturing”. FEA, Second Edition (2003). Chapter 7. p. 31-32.
- NFPA 30B “Code for Manufacture and Storage of Aerosol Products”. 2011 Edition.
- S. C. Hunt. Topics in Transportation. Spray Technology & Marketing. July 2014. pp. 80-81.
- Montfort A. Johnsen, “The Aerosol Handbook”. Second edition. Wayne Dorland Company. Mendham, New Jersey, (1982). ISBN: 0960 3250 3-4.
- J. Guomin, M. A Johnsen, B. V Braune, “Aerosol Propellant Handbook” Jing Tai Printing Ltd., Hong Kong (1998). Cosmos Books. p. 411.
- ChemSep ™. “Modeling Separation Processes” (Version 6.94) (Software). (2013).
- 49CFR178.33. Specification 2P; inner nonrefillable metal receptacles.
- N. de Nevers. Incendios por sobrellenado de propano. Fire Journal NFPA. Septiembre – Octubre (1988). Cosmos Books. p. 411.