

Ensaio de banho quente para aerossóis—Primeira Parte.
Mais de 95% dos aerossóis fabricados no México utilizam gases liquefeitos como propelentes, tais como hidrocarbonetos (PHC), dimetil éter (DME) e 1,1 difluoretano (152a), uma vez que oferecem um melhor desempenho para pulverizar o produto em aerossol1. Contudo, estes gases liquefeitos são inflamáveis, e, com o aumento da temperatura, aumenta a sua pressão de vapor e a dilatação térmica do líquido.
Este artigo irá mostrar como a temperatura afeta essas propriedades e o risco que isso representa, não só para o transporte, mas também durante o enchimento, armazenamento e utilização do aerossol. Também são apresentados os fundamentos técnicos e normativos por meio dos quais o “Comité de Seguridad y la Mesa Directiva del Instituto Mexicano del Aerosol – IMAAC” (Comitê de Segurança e a Mesa Diretora do Instituto Mexicano del Aerosol) recomendam a realização de um ensaio (neste caso, vamos nos concentrarmos no ensaio de banho quente) que permita verificar a segurança de todos os aerossóis que são enchidos no México2.
Ensaio em banho de água quente
O objetivo do ensaio em banho de água quente é verificar a estanqueidade e a resistência de um recipiente de aerossol. Aplica-se a todos os aerossóis que são enchidos com gases liquefeitos como PHC, DME, 152a, HFO, entre outros. Cada aerossol enchido com PHC deve ser submetido ao ensaio em banho de água quente ou uma alternativa aprovada para garantir a segurança do aerossol.
No que diz respeito aos seus fundamentos normativos, a Organização das Nações Unidas (ONU) estabeleceu o ensaio em banho de água quente como um requisito básico para o transporte seguro de aerossóis. Por este motivo, todas as empresas transnacionais que operam no México cumprem estritamente esse requisito.
Da mesma forma, a ONU atribuiu os seguintes parâmetros para o ensaio3:
- A temperatura da água e a duração do ensaio devem ser tais que a pressão interna atinja aquela que seria obtida a 55°C (50°C, se a fase líquida não ultrapassar 95% do conteúdo do aerossol a 50°C). Se o conteúdo for sensível ao calor, ou se o recipiente do aerossol for feito de material plástico que amoleça à temperatura de ensaio, a temperatura do banho deve ficar entre 20°C e 30°C, mas, adicionalmente, a cada 2 mil recipientes, um (1) deve ser submetido a ensaio, a uma temperatura mais elevada.
- Não deve ocorrer nenhum vazamento nem deformação permanente em um aerossol. Só é aceitável no caso de recipientes plásticos que podem sofrer deformação por amolecimento, desde que não exista vazamento.
En el año 2003 la Secretaría de Comunicaciones y Transportes (SCT) estableció el requisito de la prueba de hermeticidad para los aerosoles en el apartado 7.9 de la Norma Oficial Mexicana NOM-024-SCT2/2002:
Em 2003, a Secretaria de Comunicação e Transporte (SCT) estabeleceu o requisito do ensaio de estanqueidade para aerossóis, no ponto 7.9 da Norma Oficial Mexicana NOM-024-SCT2/2002: “Especificações para a construção e a reconstrução, bem como métodos de ensaio para recipientes e embalagens de substâncias, materiais e resíduos perigosos”4:
7.9. Ensaio de estanqueidade para aerossóis e pequenos recipientes para gás.
7.9.1. Cada recipiente deve ser submetido a um ensaio realizado em um banho de água quente, e a duração do ensaio deve ser tal que a pressão interna (exercida pelo conteúdo) atinja aquela que seria obtida a 55°C (50°C, se a fase de líquido não ultrapassar 95% da capacidade do recipiente a 50°C).
7.9.2. Não deve ocorrer nenhum vazamento do conteúdo nem deformação permanente do recipiente; isso só é aceitável no caso de recipientes de plástico que podem sofrer deformação por amolecimento, desde que não apresentem vazamento.
No entanto, na revisão 2010 desta norma5 foi descartado o ponto 7.9, e foram excluídos do seu âmbito os recipientes sob pressão.
Por outro lado, organizações como a FEA (European Aerosol Federation)6 e a NFPA (National Fire Protection Association)7, recomendam realizar este ensaio para garantir a integridade e a segurança do produto. Por sua vez, o “Department of Transportation/DOT” (Departamento de Transporte dos Estados Unidos), penaliza confiscando o produto e multando o não cumprimento deste ensaio com até centenas de milhares de dólares8.
Fundamentos técnicos
A origem deste ensaio é ligada ao início da indústria do aerossol, em 1947. Embora as equipes tenham evoluído ao longo do tempo, a essência do “venerável banho de água quente” foi mantida. Para mais informações sobre o assunto, consulte o artigo publicado pelo Doutor em Química Montfort A. Johnsen (The Hot Water Bath [Modern Concepts]. Spray Technology & Marketing. July 2014). Vale ressaltar que ele é o autor do renomado Aerossol Handbook9.
De acordo com a exigência da ONU, os aerossóis devem ser submergidos no banho de água quente, e a duração do ensaio deve ser tal que a pressão interna atinja o valor que seria obtido a 55°C ou bem a 50°C quando a fase do líquido não ultrapassar 95% da capacidade do recipiente.
Na prática, a água deve ter uma temperatura entre 55 e 60°C, e o tempo de imersão pode variar entre um a três minutos10. Isto depende do tamanho, conteúdo e sistema para homogeneizar a pressão interna do aerossol.
A pressão interna do aerossol praticamente será exercida pela pressão de vapor do propelente à temperatura de 50 ou 55°C, conforme o caso. O aerossol deve assegurar sua estanqueidade e resistência a esta pressão e temperatura do estudo.
Os objetivos e fundamentos técnicos do ensaio são apresentados abaixo:
Verifique a resistência do aerossol à pressão de vapor do propelente.
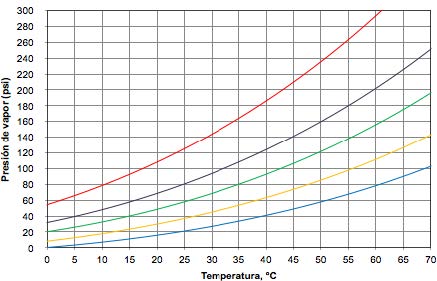
A pressão de vapor de um gás liquefeito é a pressão da fase de vapor do líquido sobre sua fase líquida, a uma temperatura determinada e onde as duas fases encontram-se em equilíbrio termodinâmico.
Na figura 1, é mostrado o efeito da temperatura na pressão de vapor para diferentes propelentes, obtido através do simulador Chemsep™11. Por exemplo, para um propelente A-70, a pressão é de 70 psi a 21°C. Se a temperatura aumentar, a pressão de vapor aumenta de maneira proporcional. Para uma temperatura de 55°C, sua pressão de vapor é de 180 psi.
O recipiente deve resistir esta pressão interna do aerossol. Na tabela 1, é mostrada a classificação e a resistência para recipientes de folha de flandres, de acordo com as normas americanas estabelecidas pelo D.O.T.12.
Tabela 1: Classificação e normas americanas para os recipientes de aço.
| D.O.T. (49CFR178.33) | Pressão de trabalho a 55°C | Pressão mínima de ruptura |
|---|---|---|
| 2P | 140 – 160 psig | 240 psig |
| 2Q | 161 – 180 psig | 270 psig |
Apesar de os recipientes de aerossol terem um fator de segurança e serem projetados para uma pressão de ruptura superior, os aerossóis não devem ser aquecidos acima dessa temperatura, pois podem explodir e causar um acidente.
Portanto, o ensaio em banho de água quente para cada aerossol é essencial para verificar e garantir que o recipiente é capaz de suportar o aumento da pressão de vapor.
Certifique-se de que os aerossóis não estão sobrecarregados.
Um dos riscos associados com o enchimento de aerossóis com propelente hidrocarboneto é a expansão térmica dos gases. Um recipiente de aerossol pode explodir se não se deixar espaço suficiente para garantir a sua livre expansão térmica.
Na figura 2, são mostradas as curvas de expansão térmica para o propelente de hidrocarbonetos, para a água e o aço. Para fins de cálculo, a faixa de temperatura considerada foi de 0 a 71°C. As curvas foram realizadas segundo o método recomendado por Noel de Nevers13 e foram calculadas para n-Butano (A-17), i-Butano (A-31), Propano (A-108) e misturas de propelente A-50 e A-70.

Por exemplo, a expansão térmica do propelente A-70 é de 0,3678 % por cada grau Celsius, dentro de uma faixa de 15 a 71 °C. Nesta faixa de temperatura, sua dilatação térmica é de 20,6% em volume. A água se expande apenas 2,2%; o aço, 0,19%, para este mesmo nível de temperatura. Na tabela 2, são mostrados os resultados obtidos para outras pressões de propelente hidrocarboneto.
Tabela 2: % volume de expansão térmica para diferentes propelentes.
| Aerossol | Expansão térmica por cada °C (% volume) | Expansão térmica (% volume) para uma faixa de 15 a 71°C |
|---|---|---|
| A-17 | 0.2460 | 13.80 |
| A-70 | 0.3678 | 20.60 |
| A-108 | 0.4400 | 26.70 |
De acordo com a ONU, os aerossóis podem ser testados a 50°C, se a fase líquida não ultrapassar 95% da sua capacidade, à temperatura de 50°C. Por exemplo, pode-se testar um aerossol que está cheio até 85% da capacidade com propelente A-70, uma vez que, a 50°C, o volume pode ser expandido apenas 94% da sua capacidade (85% x 1106).
A mesma condição se aplica para propelentes com pressões de vapor mais baixas. Para pressões mais elevadas, o enchimento deve ser inferior a 85% do recipiente.
Tabela 3. % volume de expansão térmica a 50°C para diferentes propelentes.
| Aerossol | % volume de enchimento @ 15°C | Expansão @ 50°C | % volume @ 50°C |
|---|---|---|---|
| A-17 | 85 | 1.078 | 91.63 |
| A-70 | 85 | 1.106 | 94.01 |
| A-108 | 85 | 1.132 | 96.22 |
Se um aerossol estiver cheio acima de 85%, pode causar um acidente. Por exemplo, se o aerossol A-70 estiver cheio até 91%, a uma temperatura de 15°C, e for aquecido a 50°C, em seguida, o seu volume atinge uma expansão de 100,6% (91% x 1106) e pode causar a explosão do recipiente (ver tabela 3).
Portanto, os recipientes de aerossol não devem ser sobrecarregados. Quando aquecido, eles podem explodir e causar um acidente na sua fabricação, manuseio, armazenamento, transporte ou utilização.
O enchimento excessivo de um recipiente de aerossol é devido a um descuido ou erro humano. Outra medida de segurança para evitar um enchimento excessivo é o controle de peso. Esta medida também deve ser obrigatória para o enchimento de aerossóis.
A função de um controle de peso é identificar alto e baixo conteúdos do aerossol, e automaticamente rejeitar da linha os aerossóis que não atendem o conteúdo estabelecido. Dessa forma, é possível evitar que os recipientes com uma sobrecarga entrem no banho de água quente e possam pressurizar e estourar.

[separator type=»line» /]
Notas:
- Aerosol La Revista. Guía para la seguridad en la industria del aerosol. FLADA. Año X, Mayo 2014, p 6.
- IMAAC, Boletín Mensual. Junio del 2014. Acuerdo de la prueba del baño con agua caliente.
- “Recommendations on the Transport of Dangerous Goods” Volume 1. United Nations, New York and Geneva (2011). 17ª Edition. p. 219.
- Norma Oficial Mexicana NOM-024-SCT2/2002 “Especificaciones para la construcción y reconstrucción, así como los métodos de prueba de los envases y embalajes de las substancias, materiales y residuos peligrosos”.
- Norma Oficial Mexicana NOM-024-SCT2/2010, “Especificaciones para la construcción y reconstrucción, así como los métodos de ensayo (prueba) de los envases y embalajes de las substancias, materiales y residuos peligrosos”.
- “Guidelines on Basic Safety Requirements in Aerosol Manufacturing”. FEA, Second Edition (2003). Chapter 7. p. 31-32.
- NFPA 30B “Code for Manufacture and Storage of Aerosol Products”. 2011 Edition.
- S. C. Hunt. Topics in Transportation. Spray Technology & Marketing. July 2014. pp. 80-81.
- Montfort A. Johnsen, “The Aerosol Handbook”. Second edition. Wayne Dorland Company. Mendham, New Jersey, (1982). ISBN: 0960 3250 3-4.
- J. Guomin, M. A Johnsen, B. V Braune, “Aerosol Propellant Handbook” Jing Tai Printing Ltd., Hong Kong (1998). Cosmos Books. p. 411.
- ChemSep ™. “Modeling Separation Processes” (Version 6.94) (Software). (2013).
- 49CFR178.33. Specification 2P; inner nonrefillable metal receptacles.
- N. de Nevers. Incendios por sobrellenado de propano. Fire Journal NFPA. Septiembre – Octubre (1988). Cosmos Books. p. 411.