

Envases de aluminio PARA aerosol.
[separator type=»line» /]
En AEROSOL LA REVISTA continuamos desglosando el documento que reúne las recomendaciones de la Federación Latinoamericana del Aerosol (FLADA).
En ésta tercera entrega del documento se detalla todas las recomendaciones, así como los procedimientos para producir los envases de aluminio que contendrán productos en aerosol y que podrán ser útiles sólo en una ocasión. Estas recomendaciones fueron consultadas en una serie de documentos, que más adelante se enlistarán y que son fundamentales para que se lleve a cabo.
ÍNDICE
- Objeto y campo de aplicación
- Documentos normativos para consulta
- Definiciones
- Clasificación
- Requisitos
- Marcado, rotulado y embalaje
- Métodos de ensayo
- Anexo A – Inspección y recepción
- Anexo B (informativo) – Bases técnicas ara la elección de envases
- Anexo C (informativo) – Bibliografía
[separator type=»line» /]
-
Objeto y campo de aplicación
- Esta Recomendación FLADA establece los requisitos y métodos de ensayo que deben cumplir los envases de aluminio, destinados a productos de aerosol.
- Se consideran los envases construidos en una sola pieza para ser utilizados una sola vez.
-
Documentos normativos para consulta
Todo documento normativo que se menciona a continuación es indispensable para la aplicación de este documento.
Cuando en el listado se mencionan documentos normativos en los que se indica el año de publicación, esto significa que se debe aplicar dicha edición. En caso contrario, se debe aplicar la edición vigente, incluyendo todas sus modificaciones.
Recomendación FLADA N° 001 – Aerosoles Glosario de Términos.
Recomendación FLADA N° 005 – Determinación de la resistencia a la presión.
NORMA IRAM 15-1 – Sistemas de muestreo para la inspección por atributos.
Parte 1 – Planes de muestreo para las inspecciones lote por lote tabulados según el nivelde calidad aceptable (AQL).
NORMA IRAM 18 – Muestreo al azar.
NORMA IRAM 3770 – Glosario Aerosoles.
NORMA IRAM 3705 – Aerosoles: Método de determinación del paralelismo entre boca y la base del envase.
NORMA IRAM 3706 – Aerosoles: Método de determinación de la planicidad de la boca de los envases.
NORMA IRAM 3708 – Aerosoles: Método de determinación de la resistencia a la butanona (metil-etil-cetona) del recubrimiento interno y externo de los aerosoles.
NORMA IRAM 3709 – Aerosoles: Método de determinación de la altura del hombro de los envases de aluminio.
NORMA IRAM 3785 – Envases de Aluminio para Aerosoles.
NORMA IRAM 3787 – Envases para aerosoles: Determinación de la capacidad a rebalse.
NORMA ABNT NBR 15580 – Embalagem de Alumínio para aerosol – Dimensões.
*Corresponde a la revisión de la IRAM 3785:2002. -
Definiciones
A los fines de esta norma son aplicadas todas las definiciones indicadas en la Recomendación FLADA N° 001.
Bombee: Sector ubicado en la parte inferior del envase. -
Clasificación
En esta Norma los envases se especifican de acuerdo a su forma y dimensiones, como diámetro, altura y diámetro interno de la boca.
-
Requisitos
- Formas y medidas
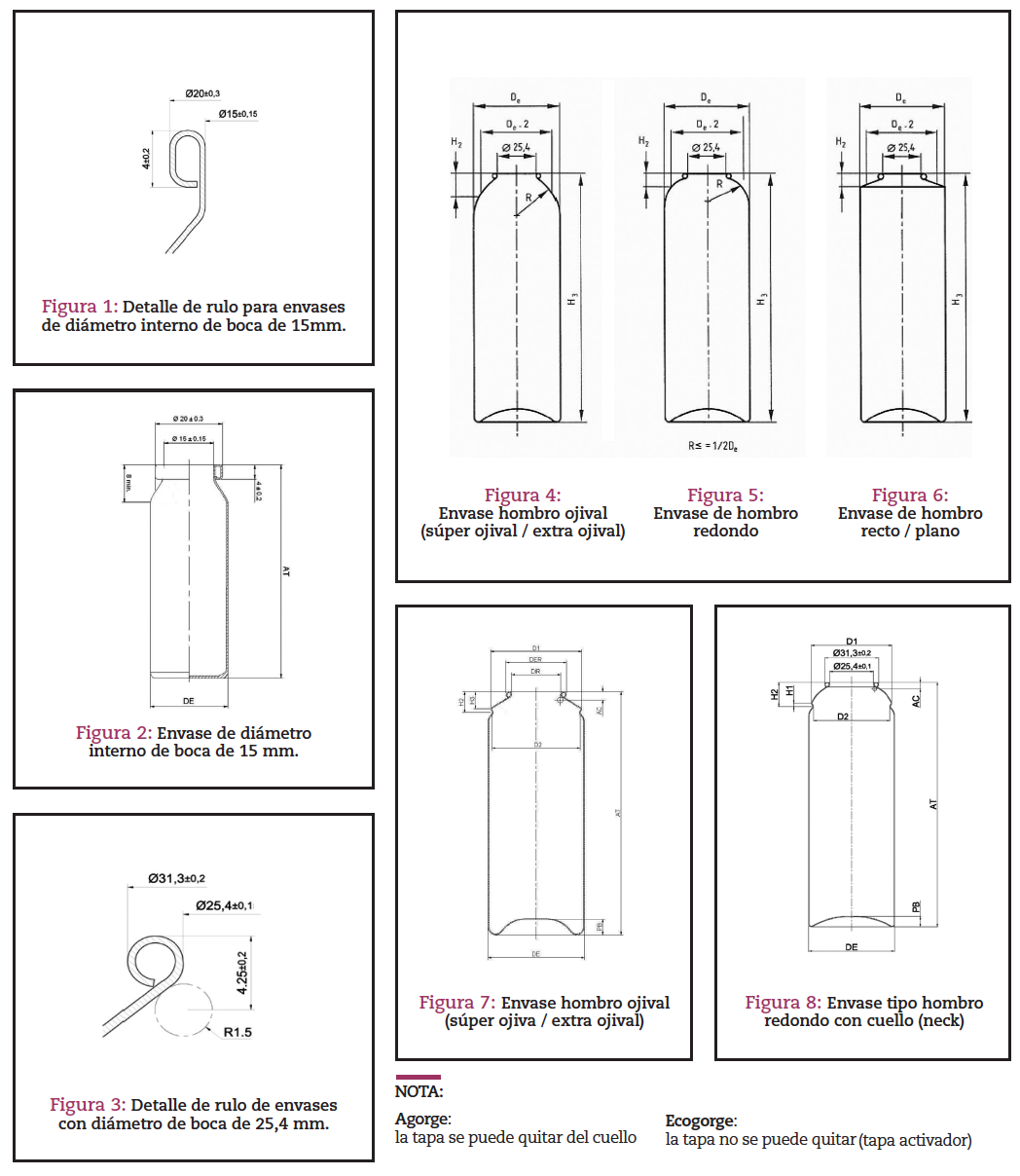
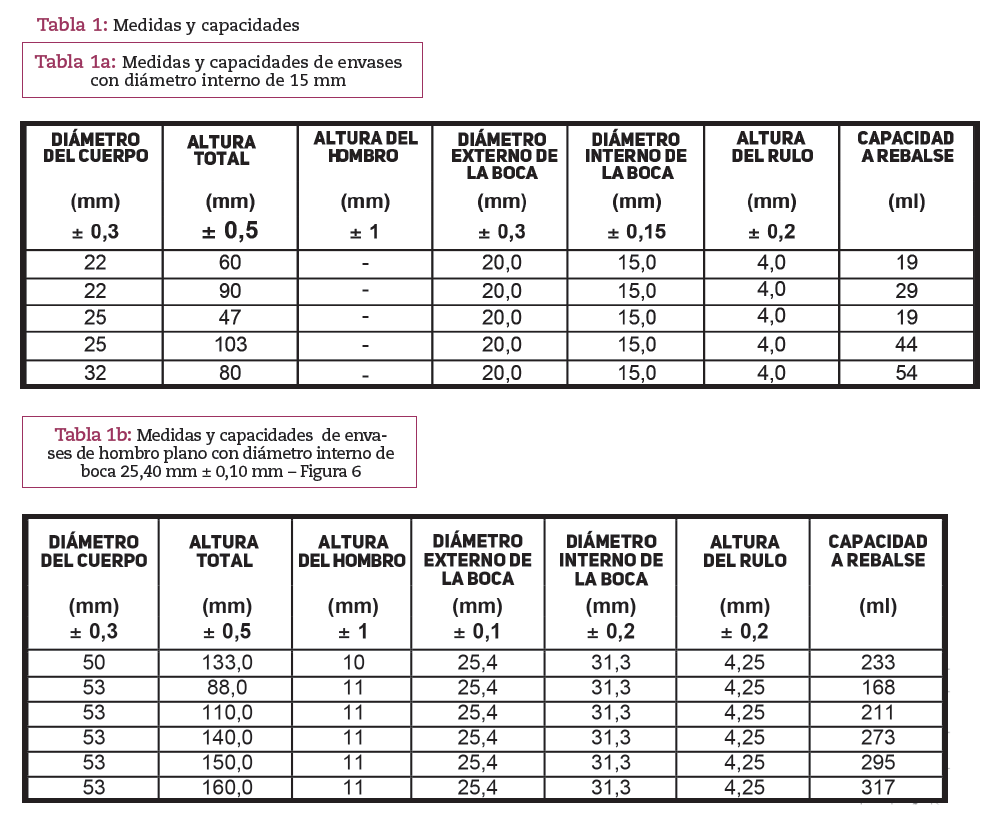
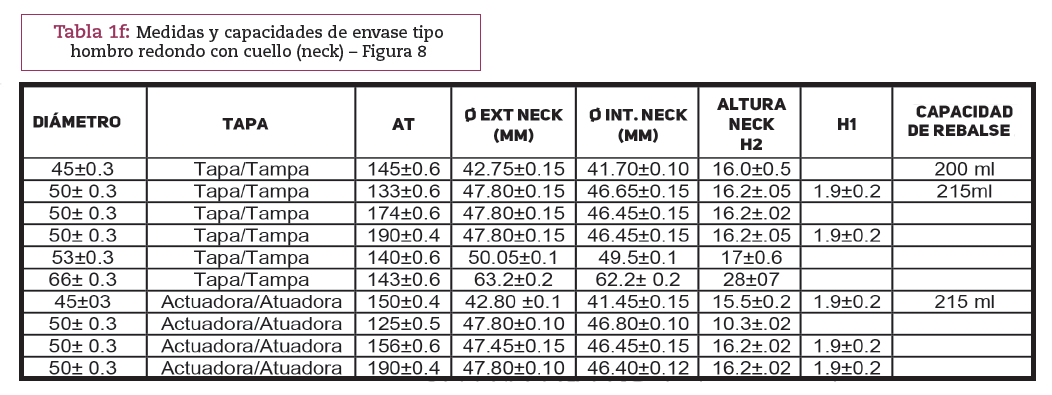
Las medidas y las tolerancias de los envases de aluminio para aerosoles << verificadas según 7.1 >> serán las indicadas en la tabla 1 (ver figuras 1, 2, 3, 4, 5).Para la forma de los envases indicados en la figura 6, 7, 8 las medidas indicadas en los planos deben ser consultadas y definidas junto con el fabricante de envases de aluminio.NOTA: Se podrán consultar con los distintos fabricantes medidas que no figuren en las tablas.
![Recomendaciones-FLADA-(Parte-3)-figura-1-8]()
- Paralelismo del plano del rulo con respecto al de la base
El paralelismo << verificado según la IRAM 3705 >> será tal que la diferencia en valor máximo y el mínimo no sea mayor que 0,25 mm. - Resistencia a la deformación y rotura
La resistencia a la deformación y rotura están expresada en la Norma Flada 05. - Perfil de rulo
El perfil del rulo << verificado según 7.1 >> tendrá las formas y medidas indicadas en la figura 1 y 2 para los envases de diámetro interno de boca 15 mm, y en la figura 3, 4, 5, 6, 7 y 8 para los envases de diámetro interno de boca de 25.40 mm. - Planicidad de la boca
La variación máxima de la planicidad de la boca << verificada según IRAM 3706 >> será 0.25 mm. - Altura del hombro
Las alturas del hombro << verificadas según la IRAM 3709 >> serán indicadas en la tabla 1 o fijadas entre los clientes y los fabricantes de envases de aluminio para aerosoles. - Capacidad de rebalse
La capacidad a rebalse << verificada según 7.3 >> será la indicada en la Tabla 1 o fijada por convenio previo entre el fabricante del envase de aluminio y el cliente. - Requisitos del recubrimiento
- Resistencia a la butanona (metil-etil-cetona)
La resistencia de la butanona a los recubrimientos internos, será verificada según la IRAM 3708; cualquier otra metodología podrá ser establecida por convenio previo. Dicha metodología puede ser aplicada a los recubrimientos externos. - Adherencia del recubrimiento externo e interno
La adherencia del recubrimiento << verificada según 7.4 >> será el promedio de las tres determinaciones que debe ser mayor o igual a la clase «8». - Porosidad del recubrimiento interno
La porosidad del recubrimiento interno << verificada según el método electroquímico indicado en 7.5 >> será la fijada por convenio previo.
- Resistencia a la butanona (metil-etil-cetona)
![Recomendaciones-FLADA-(Parte-3)-tabela-1ab]()
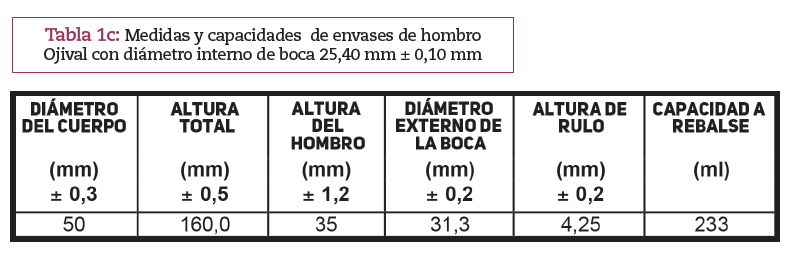
![Recomendaciones-FLADA-(Parte-3)-tabela-1c]()
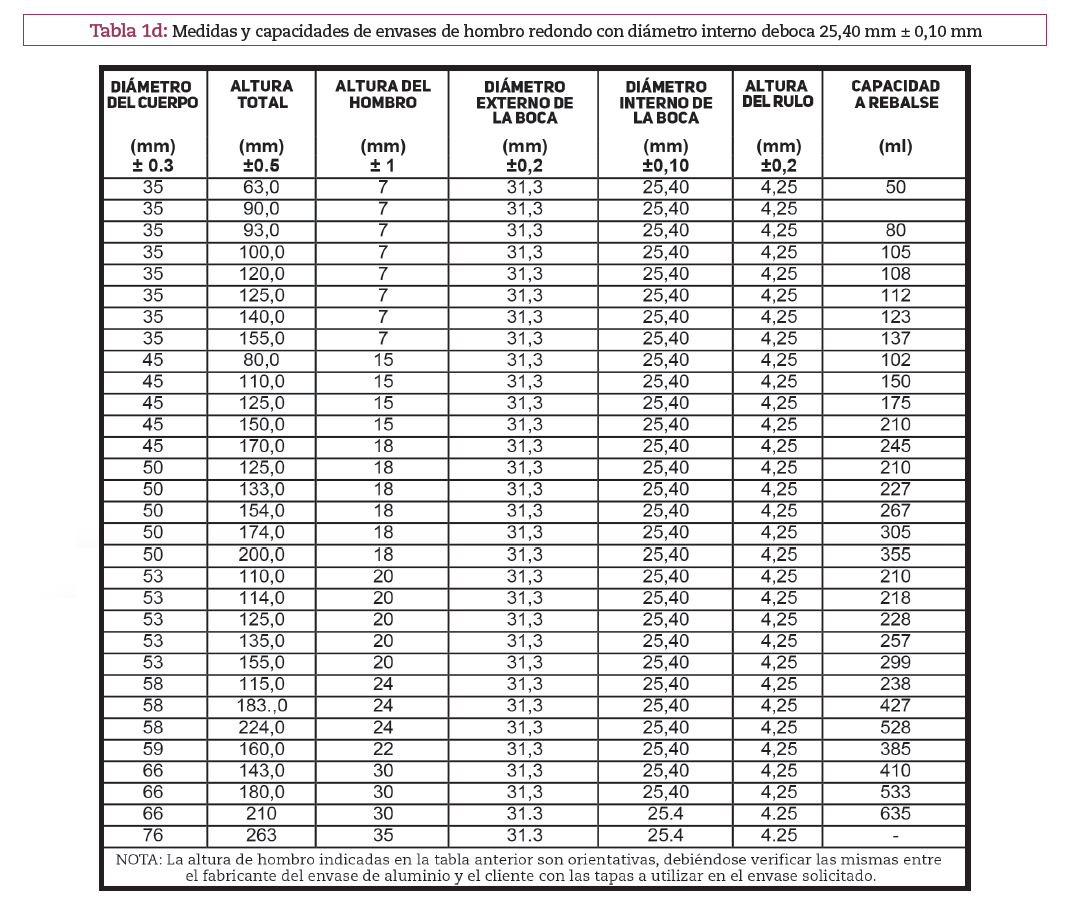
![Recomendaciones-FLADA-(Parte-3)-tabela-1d]()
![Recomendaciones-FLADA-(Parte-3)-tabela-1e]()
![Recomendaciones-FLADA-(Parte-3)-tabela-1f]()
- Formas y medidas
-
Marcado, rotulado y embalaje
- Marcado y rotulado
El embalaje de los envases llevará impreso los datos necesarios para la identificación del lote de producción; además de las indicaciones que establezcan las disposiciones legales vigentes y las que se establezcan con convenio previo con cada cliente. - Embalaje
Las características del embalaje para almacenamiento y transporte, serán las apropiadas para asegurar las condiciones correctas de limpieza de los envases, y evitar deformaciones o alteraciones física o cualquier otro tipo de daño.
- Marcado y rotulado
-
Métodos de ensayo
- Medidas
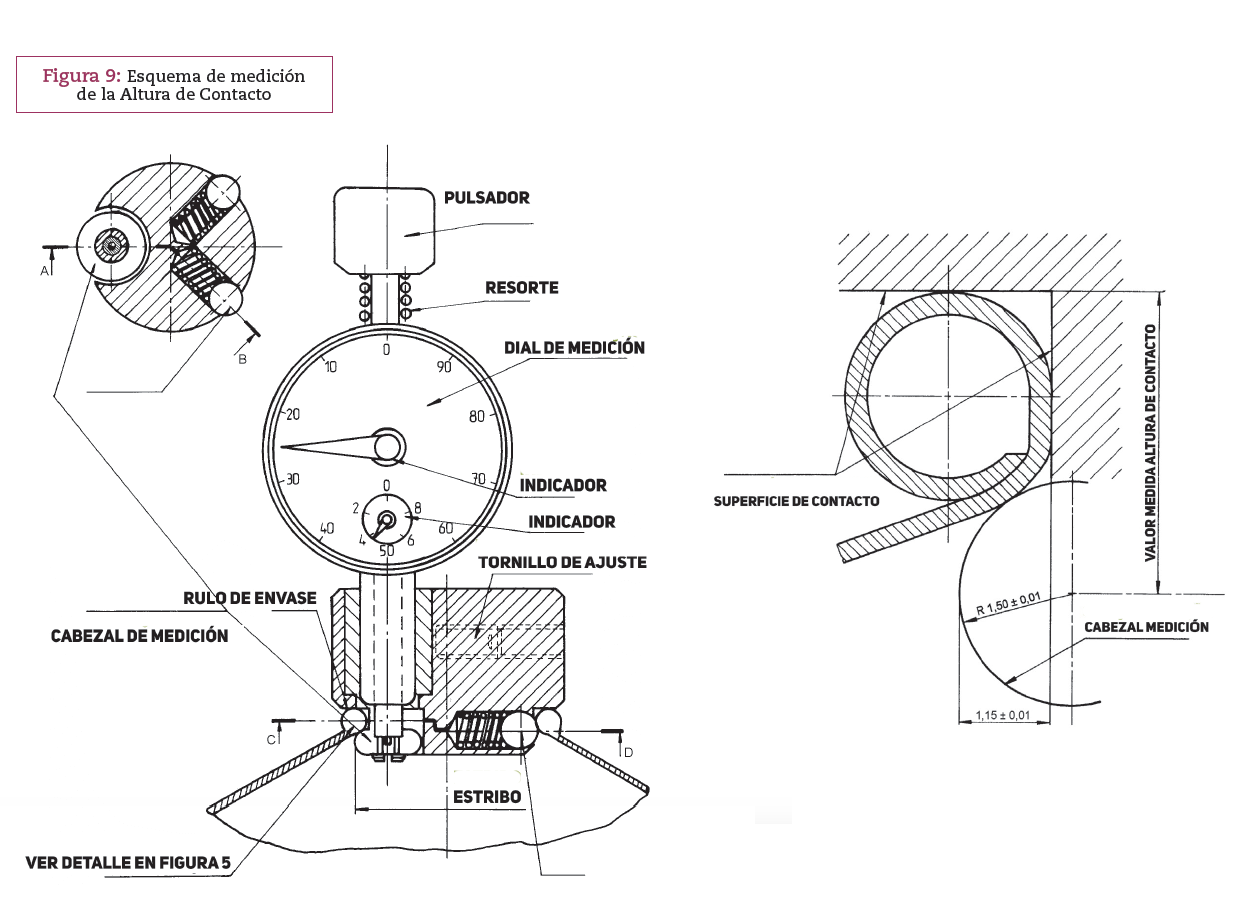
Las medidas de los envases se verifican con instrumentos de medición que permitan comprobar si las medidas reales se hallan encuadradas dentro de los valores especificados en la tabla 1 con sus respectivas tolerancias. - Altura de contacto
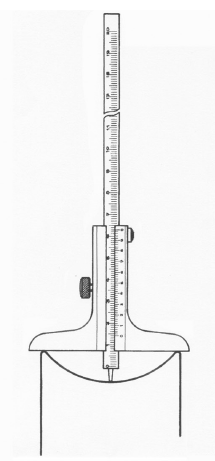
Es la distancia entre el plano de la parte superior del labio de la abertura de recipientes de aerosol y el centro del radio de curvatura de las extremidades de las mordazas de la herramienta de engaste cuando se fija la copa de la válvula.La altura del rulo se verifica usando un calibrador del tipo BOXAL II como se indica en la figura 9, para los envases de diámetro interno de 25,40mm y utilizando un calibre para los demás envases.
![7.2-EN148550-2005]()
![Recomendaciones-FLADA-(Parte-3)-figura-9]()
- Terminación del rulo:
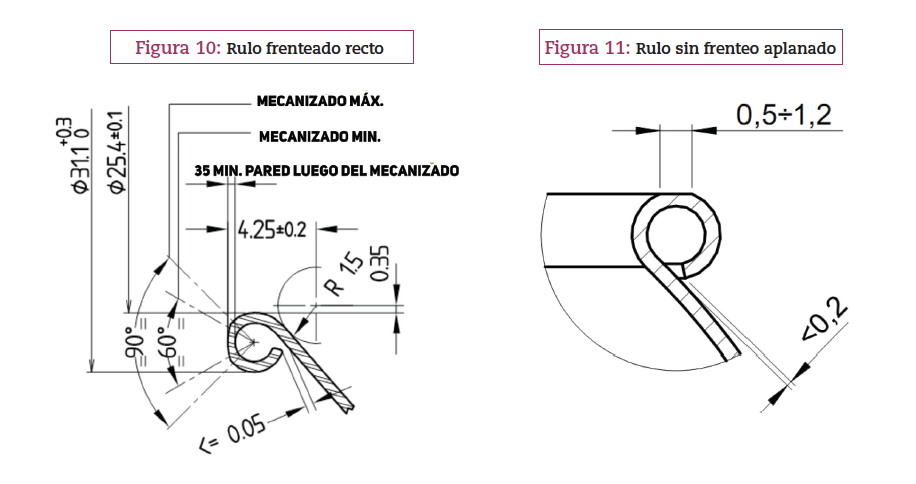
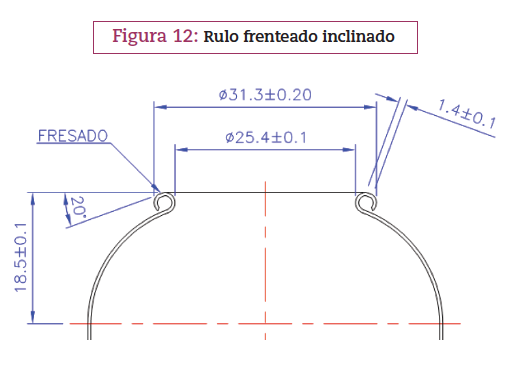
Según el tipo de envase la terminación del rulo puede ser frenteado o sin frenteo.Cuando se sugiere usar el frenteo, la forma del frenteo está definida por el fabricante del envase de aluminio en función del tipo de herramental que este utiliza.
La definición de la terminación del rulo, será responsabilidad de los clientes en función del tipo, uso del envase y el ensayo que el mismo ha efectuado.
![Recomendaciones-FLADA-(Parte-3)-figura-10-11]()
![Recomendaciones-FLADA-(Parte-3)-figura-12]()
- Profundidad del bombee:
Distancia tomada desde la base del envase hasta el centro del arco de un envase con deformación cóncava o retrasada en la base. Ver Figura Adjunta.
![7.2.2-Profundidad-del-Bombee]()
- Terminación del rulo:
- Capacidad a rebalse
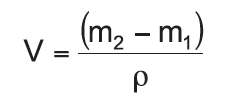
Se determina la masa del envase vacío al 0,1 g. Se llena el recipiente con agua de densidad conocida, a una temperatura entre 20°C y 25°C, limpiando el líquido que desborda con una material absorbente (tela o papel). Se determina la masa del envase lleno asegurando la misma precisión de la pesada anterior. Se calcula la capacidad del envase mediante la siguiente fórmula:
![7.3-formula]()
Siendo:
V – El volumen del envase, en mililitros;
m2 – La masa del envase lleno, en gramos;
m1 – La masa del envase vacío, en gramos;
p – La densidad del agua a una temperatura entre 20°C y 25°C, en gramos por mililitro.Se informa el resultado, redondeado al 1 ml.
Nota: Agua tipo destilada.
- Adherencia del recubrimiento
- Generalidades
La superficie de ensayo debe estar seca y sin irregularidades o deformación. El ensayo se debe realizar en tres puntos diferentes, separados entre sí y del borde de la probeta, por lo menos, 5 mm.A no ser que se acuerde otra condición se realiza el ensayo a (25 ± 2)°C.
Se deben realizar seis cortes en cada dirección para formar una cuadrícula. Antes de iniciar el ensayo, se inspecciona el borde cortante de las cuchillas para verificar que se mantiene el filo requerido.
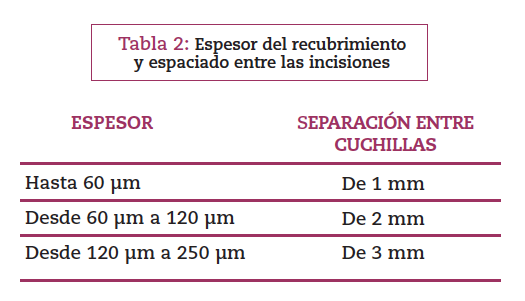
El espaciado entre las incisiones de cada dirección debe ser el mismo y depende delespesor del recubrimiento y del tipo de sustrato, según se indica a continuación:
![Recomendaciones-FLADA-(Parte-3)-tabela-2]()
- Procedimiento
Se abre el envase y se alisa con una barra plástica o metálica.Se coloca la probeta de ensayo sobre una superficie firme y se realiza el número acordado de incisiones en el recubrimiento con una presión y un ritmo uniformes. Todas las incisiones deben llegar hasta la superficie del sustrato.
Si debido a la dureza del recubrimiento no es posible llegar hasta el sustrato, el ensayo se debe declarar no válido y así se debe hacer constar en el informe.
Se repite esta operación realizando un número igual de incisiones paralelas, que atraviesen a las anteriores con un ángulo de 90°, para de este modo, formar una cuadrícula. Se pasa un pincel de cerdas suaves delicadamente sobre la probeta, varias veces y en ambos sentidos de cada una de las diagonales de la cuadrícula.
Se desenrolla la cinta a un ritmo uniforme y se corta un trozo de unos 75 mm de largo que se pega, y cuyo centro se adhiere sobre la cuadrícula paralelamente a una de las direcciones de incisión, tal como se indica en la figura 3, y con la ayuda de un dedo se asienta la cinta sobre la cuadrícula sobrepasando una distancia de 20 mm como mínimo. Antes de transcurridos 5 min desde la aplicación de la cinta, se despega la misma tirando de su extremo suelto de modo uniforme, en un intervalo de tiempo comprendido entre 0,5 s y 1,0 s y con un ángulo lo más cercano posible a 60° (ver la figura 3).
![Recomendaciones-FLADA-(Parte-3)-7.4.2]()
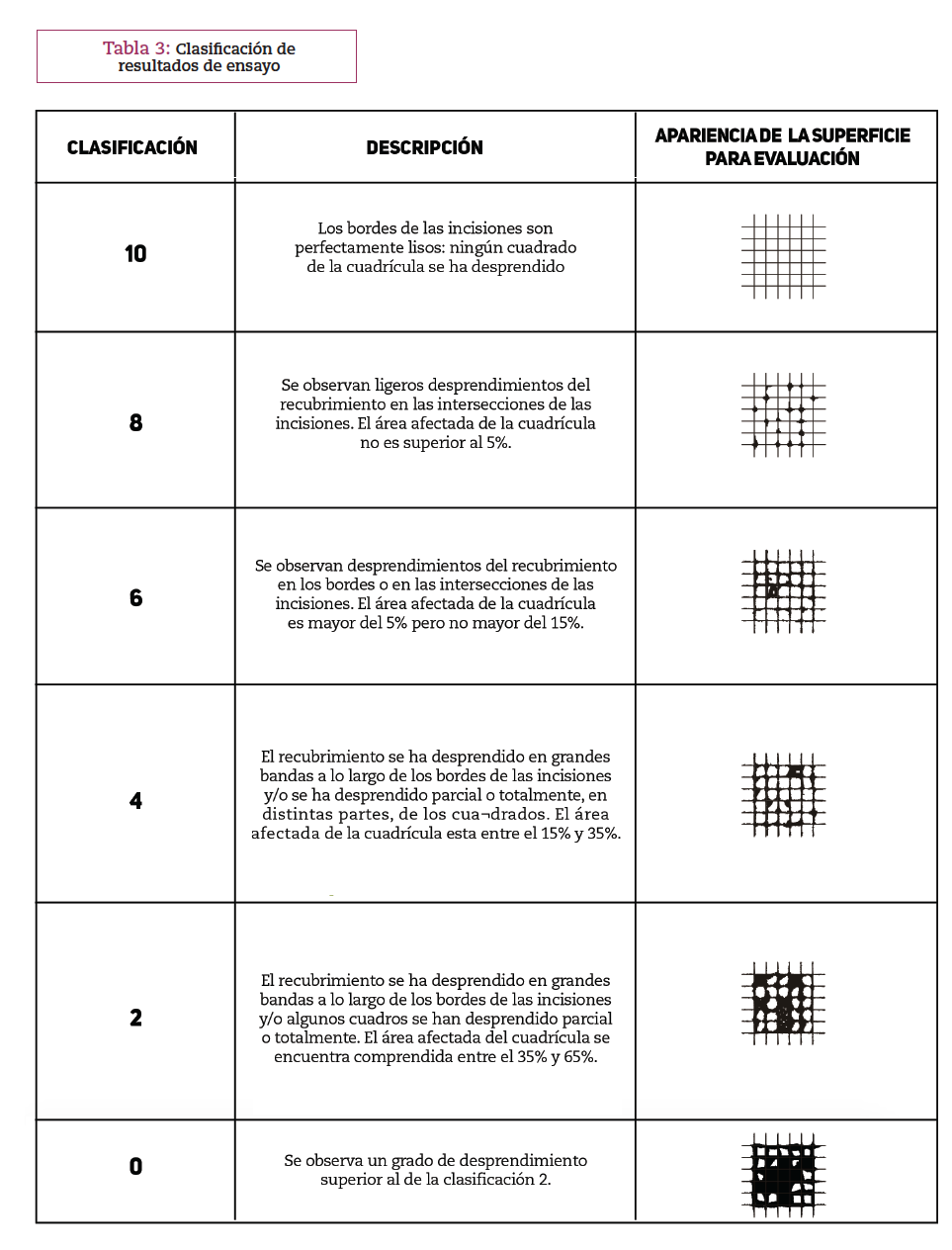
Se recomienda guardar la cinta como referencia pegándola, por ejemplo, sobre una lámina transparente; luego de separar la cinta adhesiva del sustrato, se examina cuidadosamente la parte cortada del recubrimiento, sometido a ensayo bajo una buena luz, o si se acuerda entre las partes interesadas con la ayuda de una lente. Se clasifica la superficie de ensayo según la tabla 3, por comparación con las ilustraciones.
Nota: Cinta autoadhesiva sensible a la presión. Salvo acuerdo contrario, se debe utilizar cinta adhesiva (con una fuerza adhesiva entre 6 N por 25 mm de ancho y 10 N por 25 mm de ancho según la IEC 60454-2). La cinta debe tener un ancho de 50 mm como mínimo; se recomienda utilizar una cinta transparente.
![Recomendaciones-FLADA-(Parte-3)-tabela-3]()
Si los resultados del ensayo difieren (6.1.5), se informa cada uno de ellos. En caso de sistemas multicapas se registra la forma en que se produce la separación (entre capas o entre la primera capa y el sustrato).
- Generalidades
- Porosidad del recubrimiento interno
La porosidad del recubrimiento interno se determina de acuerdo con un método electroquímico, donde se mide la conductividad a través del barniz de protección interior.Para tal fin se utilizara un instrumento adecuado (conductímetro), capaz de medir el pasaje de una corriente eléctrica durante un tiempo determinado (4 segundos), entre una varilla de hierro sumergida en una solución acuosa de salmuera (solución de cloruro de sodio de 10,2 g/l) introducida dentro del envase y la superficie del mismo. Se aplica una diferencia de potencial de 6.3 V y se mide la corriente eléctrica en miliamperes.
![7.5.POROSIDAD-DEL-RECUBRIMIENTO-INTERNO]()
- Procedimiento
Bajar el electrodo dentro de la muestra terminada a ser ensayada, la cual contiene la solución de cloruro de Sodio.Presionar la tecla que permite el inicio de la medición.
Transcurridos cuatro segundos el temporizador del equipo detiene la medición.
Registrar el resultado que se encuentra iluminado transcurrido este lapso, en el formulario apropiado. Este resultado debe encontrarse por debajo del especificado por el cliente.
Levantar el electrodo y retirar la muestra. Trasvasar la solución electrolítica al recipiente adecuado para reutilizarla. Apagar el instrumento.
Nota: Se recomienda a los usuarios realizar ensayos de compatibilidad de modo tal de verificar la adecuada elección de los componentes a utilizar para garantizar el buen funcionamiento y la seguridad del sistema aerosol a lo largo de su vida útil.
- Procedimiento
- Medición de la resistencia axial
Resistencia Axial es la capacidad de resistir a una fuerza aplicada axialmente sobre un envase, viene aportada al mismo por medio de sus paredes laterales, es decir de su cuerpo –cilindro o de cualquier otra forma. La resistencia axial se mide en envases de aluminio sobre el rulo y/o hombro del envase, dependiendo del diseño del hombro y conformación del rulo su valor.El medidor determina la carga axial máxima de envases en kg, N o lbs. Para la realización de esta prueba, se coloca el envase sobre la plataforma, la cual se sube lentamente hacia la placa superior de presión. De esta manera se determina la fuerza máxima de resistencia, cuyo valor se registra y muestra en el display y opcionalmente puede enviarse a una base de datos.
![7.6.Medicion-de-la-resistencia-axial]()
LOS VALORES RECOMENDABLES PARA LA RESISTENCIA AXIAL (TOP LOAD) SON LOS SIGUIENTES:
Nota: Se recomienda a los usuarios realizar ensayos de compatibilidad de modo tal de verificar la adecuada elección de los componentes a utilizar para garantizar el buen funcionamiento y la seguridad del sistema aerosol a lo largo de su vida útil.
- Medidas





[separator type=»line» /]
Anexo A – Inspección y recepción
- Lotes
De cada producción se formaran lotes compuestos por envases de iguales, características, es decir cada número de lote corresponde a un solo tipo de envase. - Plan de muestreo
- Muestra
De no existir acuerdo previo con el cliente, se sugiere utilizar IRAM 18-IRAM 15. De cada lote se extraerá al azar según IRAM 18, una muestra representativa del mismo, en la forma establecida en la IRAM 15 para los niveles de inspección, plan de muestreo y tipo de inspección establecidos por convenio previo. - Aceptación o rechazo
De no existir acuerdo previo con el cliente, se sugiere utilizar IRAM 15. La aceptación o rechazo del lote se efectuara sobre el número de envases defectuosos, en la forma indicada en la IRAM 15-1, para los AQL (niveles de calidad aceptable) que se establezcan por convenio previo.
- Muestra
Anexo B – Bases Técnicas para la elección de envases (informativo)
Para solicitar envases de aluminio para aerosoles, según esta norma, se indicará:
- El diámetro, la altura y según el tipo de envases, las medidas definidas para los mismos.
- La clasificación de la resistencia a la presión
- El tipo de recubrimiento interno
- Cantidad de colores a imprimir
- Tipo de terminación
- Tipo de tapa
- Conductividad
- Ensayos especiales.
NOTA: Estas bases pueden ser adecuadas o modificadas por cada empresa en función de sus especificaciones o necesidades.
Anexo C – Bibliografía (informativo)
En la revisión de esta norma se tuvieron en cuenta los antecedentes siguientes:
IRAM – INSTITUTO ARGENTINO DE NORMALIZACIÓN Y CERTIFICACIÓN
IRAM 3785: 2012 – Envases de aluminio para aerosoles.
IRAM 1109-B6: 2012 – Pinturas. Método de ensayo de la adhesividad.
ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TECNICAS
NBR 15580: 2008 – Embalagem de aluminio para aerosoles – Dimensões.