

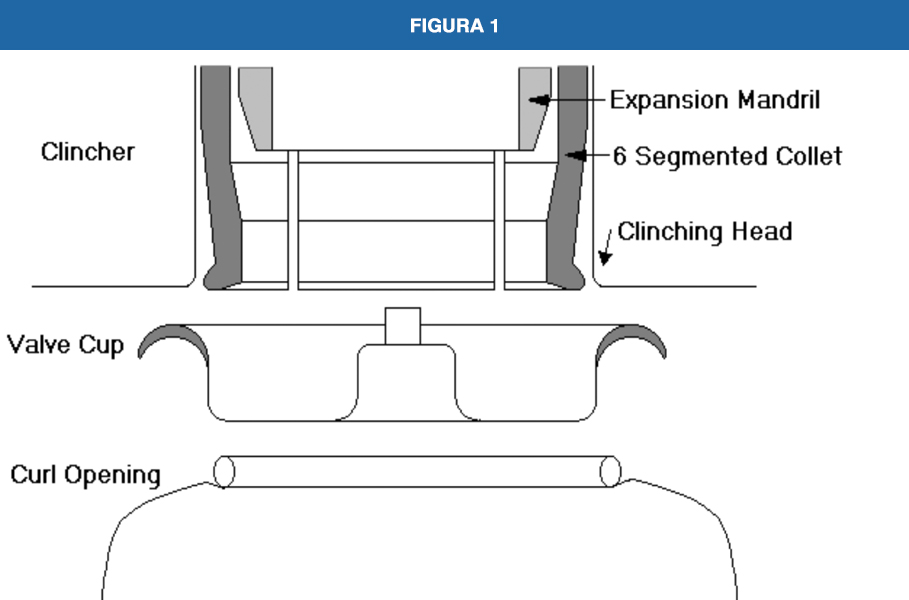
A recravação é uma operação que consiste em fixar a válvula do aerossol à embalagem por meio de um dispositivo (crimper), que deforma permanentemente a virola da válvula para fixá-la firmemente ao anel de vedação da embalagem, garantindo a compressão necessária do dispositivo de vedação.
Essa é uma das operações mais importantes no processo de fabricação de embalagens de aerossol, já que, se não for feita corretamente, danifica o produto e pode até mesmo afetar a segurança do consumidor. Figuras 1, 2 y 3

Para uma correta recravação, é preciso que as embalagens usadas atendam os requisitos de dimensão definidos pelas normas internacionais, que são os seguintes:
Normas disponíveis embalagens aerossol
Embalagem de flandres ou aço dimensões
| IRAM 3789 | CSPA | FEA 214 | ABNT/ABAS | FLADA (Em preparação) |
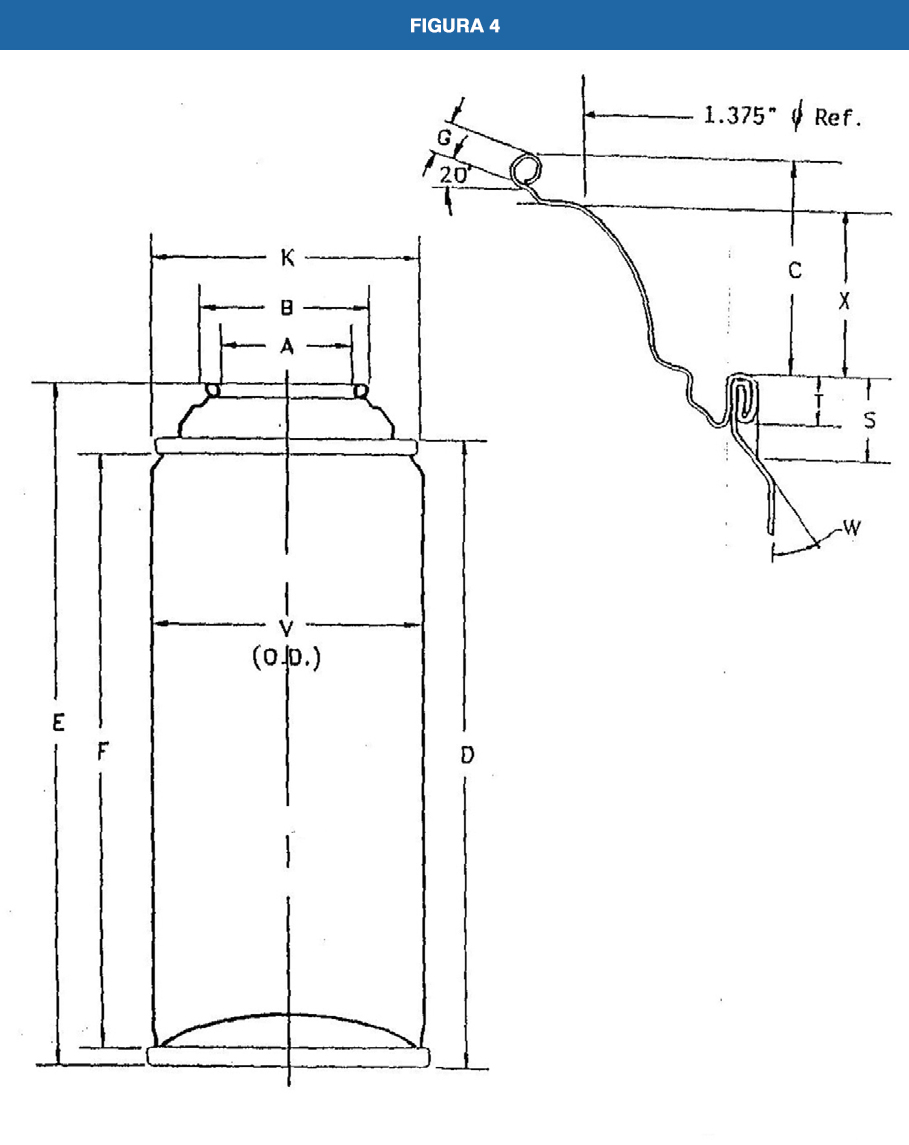
Embalagens de alumínio dimensões. Figura 4
| IRAM 3785 | CSPA | FEA | ABNT/ABAS | FLADA (Em preparação) |
Normas disponíveis sobre válvulas e recravarão
| CSPA | FEA | ABNT/ ABAS– IRAM | Recomendações CADEA | FLADA (Em preparação) |
Todas essas normas estabelecem características que devem ser controladas rigorosamente nas embalagens, já que afetam diretamente o processo de recravação. Alguns requisitos normativos para embalagens estão relacionados com a operação de recravação. A seguir, indicamos alguns pontos que devem ser considerados:
- Características dimensionais.
- Altura do anel de vedação (altura boxal II), também chamada de altura de contato.
- Paralelismo do plano do anel de vedação em relação à base da embalagem.
- Nivelamento do anel de vedação.
- Excentricidade do anel de vedação.
- Resistência da embalagem a uma carga axial.
- Determinação da altura neck de embalagens de alumínio.
Válvulas
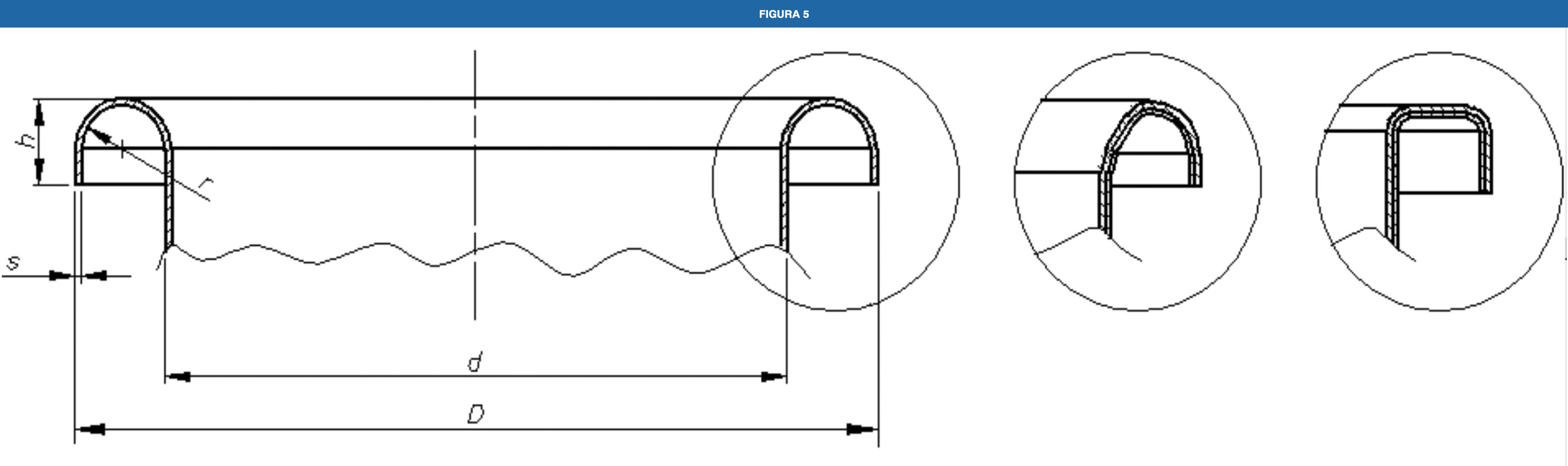
Principais características dimensionais das virolas (xícara, prato, taça) para embalagens com boca de 25,4 mm.
D= 32,5+/-0,20mm,d=máximo25,25mm,h=3,30+/-0,25mm.
S = (só indicativo) flandres: 0,27 +/- 0,020 mm
Virola de flandres laminada 0,2 PP: 0,47 +/- 0,020 m
Virola de flandres laminada 0,1 PP: 0,37 +/- 0,020 mm
Virola de alumínio: 0,40 +/- 0,05 m. Figura 5
Elementos de vedação da recravação (evolução)
A vedação da recravação também é conhecida em nossa região como junta elástica. São chamados de elementos de vedação de recravação os dispositivos elásticos anexados à virola, que servem como uma junta de hermetização entre os anéis de vedação da virola e da embalagem.
Até a década de 1980, foram usados compostos à base de látex em emulsão aquosa ou solvente, que eram derramados em forma líquida dentro da cavidade do anel de vedação da virola e, depois de secos, agiam como elementos de hermetização. O composto é CAP 1564 (aquoso) G K 45 (solvente).
Borrachas cortadas
Posteriormente, e até hoje, usa-se uma arruela cortada de vedação de 1 mm de espessura, fabricada com um material elastomérico, conhecido como Buna N (poliacrilonitrilo), neoprene (policloropreno), butil (polisobutadieno), etc.
Novos elementos de vedação
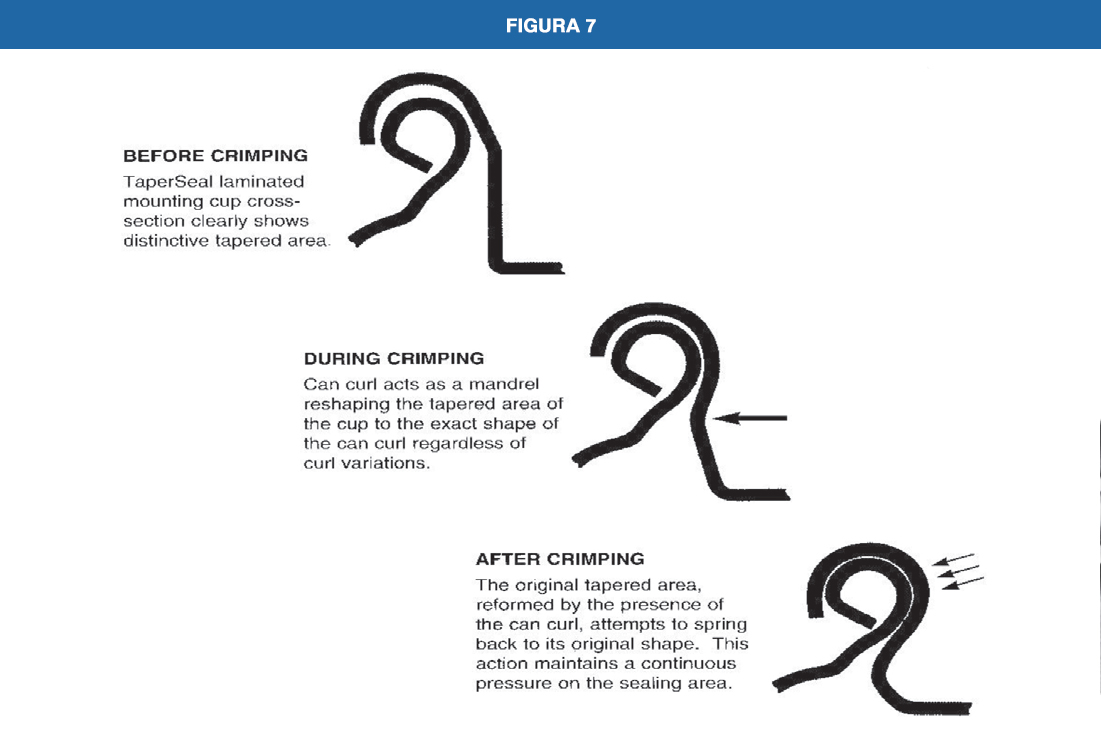
Dentre vários, podemos mencionar: flandres/laminado (sistema Taper-Seal). É um sistema de vedação que consiste na compressão de uma lâmina plástica de polipropileno produzida pela deformação elástica da virola metálica da válvula. Figuras 6 y 7

Cálculo das dimensões de recravação
Antes, os fabricantes de válvulas para aerossóis costumavam sugerir, e continuam sugerindo, as dimensões de recravação para cada tipo de virola e elemento de vedação. Considero mais adequado fornecer ao usuário a base de um cálculo muito simples para que ele mesmo possa determiná-las.
Isso é necessário porque o cálculo se baseia, entre outros parâmetros, na altura do contato Boxal II, que pode variar de um lote de embalagens para outro, o que, consequentemente, altera os valores finais das dimensões de recravação.
Esse cálculo permite determinar a altura de recravação para um diâmetro padrão de 27,10 mm. 27,20 mm. Figura 8

Altura de contato Boxal II
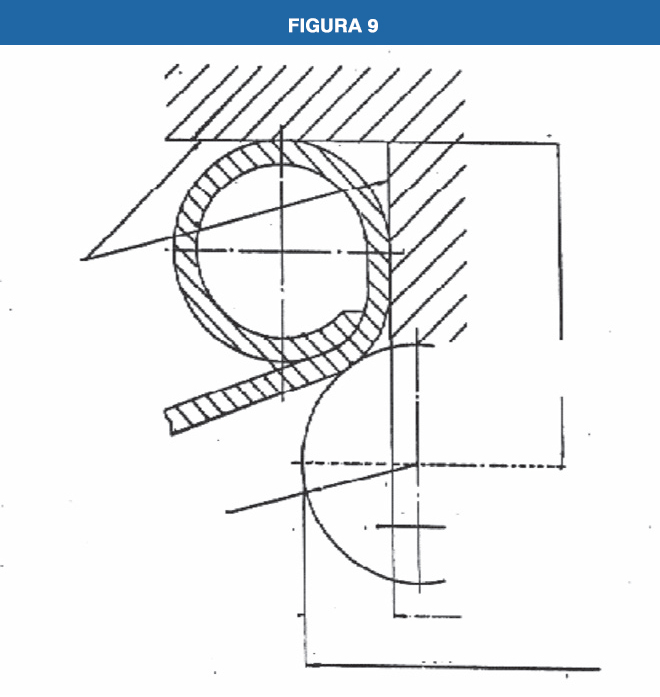
Definimos a altura do contato Boxal II como a distância entre a parte superior do anel de vedação e o centro de uma esfera, que se apoia na sua parte inferior, simulando o perfil de uma pinça de recravarão.
Na nossa região, a altura Boxal II dos anéis de vedação é fixada em 4,25 mm + /-0,20 mm, tanto para embalagens de alumínio como de flandres ou aço; no entanto, existe uma norma europeia que define essa altura em 4,00 mm + /-0,20 mm.
Embora para todos os tipos de embala- gens (flandres e alumínio) seja utilizada, como base de cálculo, a altura da recravação, para a altura de contato Boxal II, nas embalagens de flandres ou aço, existe a norma Starret, cuja altura é equivalente à do Boxal II, porém é medida com outro dispositivo. Figuras 9 y 10

Cálculo das dimensões de recravação
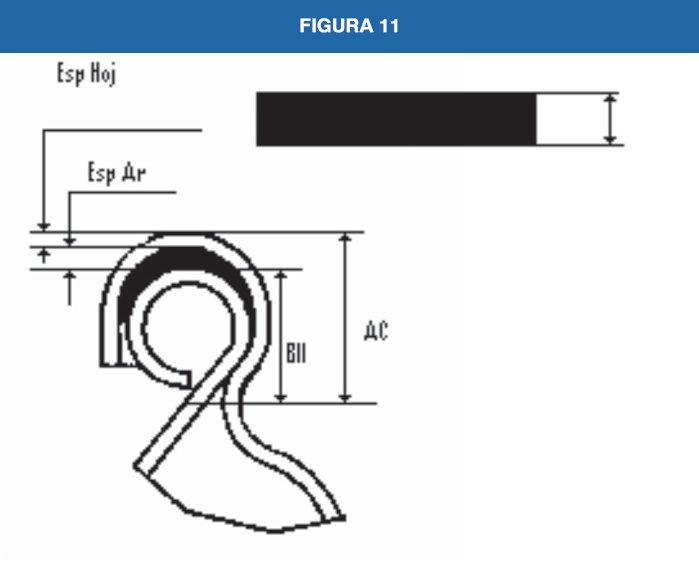
Caso em que uma borracha cortada de 1 mm de espessura é utilizada como elemento de vedação. Figura 11
Altura de recravarão
É medida: altura Boxal II do anel de vedação + (espessura arruela x 0,70) + espessura do flandres ou alumínio = altura de recravação. A espessura de flandres da virola = 0,27 mm e a espessura de alumínio da virola = 0,40 mm.
Exemplo para uma altura Boxal II 4,25 mm.
Prato de flandres: 4,25 + (1 x 0,70) + 0,27 = 5,22 mm.
Prato de alumínio: 4,25 + (1 x 0,70) + 0,40 = 5,35 mm.
Flandres h = 5,22 mm.
Alumínio h = 5,35mm.
Diâmetro recomendado = 27,10 mm.
Ilustra-se o caso em que o sistema Taper-Seal é usado como elemento de vedação. Flandres/Laminado 0,2 PP. Figura 12
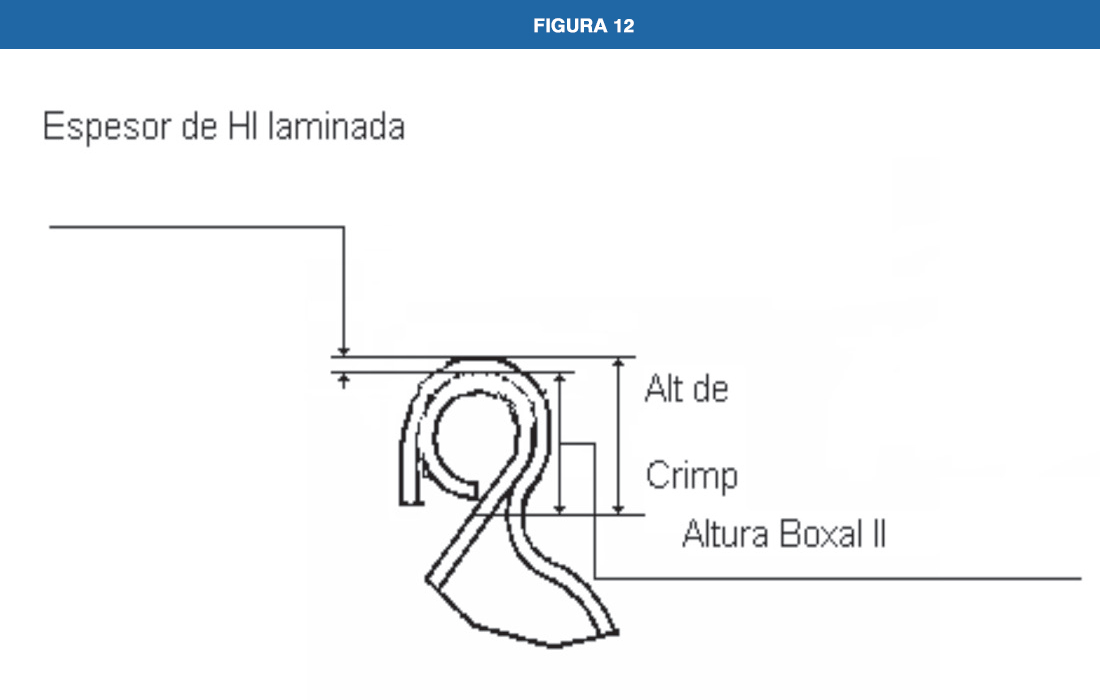
Altura Boxal II + espessura de flandres/laminado 0,2 – 0,02 mm (compressão laminado PP) = altura de recravação.
Espessura de flandres/laminado 0,2 PP= 0,47 mm.
Exemplo para uma altura Boxal II 4,25 mm.
Virola de flandres/laminada 0,2 PP 4,25 mais (0,47 x 0,02) + 0,47
Flandres – laminado h = 4,73 mm.
Diâmetro recomendado = 27,20 mm.
Planilha de controle de qualidade da recravação
Para registrar os valores medidos de diâmetro e altura de recravação, são utilizados os medidores ilustrados nas seguintes figuras 13.
É definido um valor nominal tanto da altura quanto do diâmetro de recravação e, depois, se define a tolerância São feitas inspeções periódicas e, no caso de as tolerâncias serem ultrapassadas, o desvio deve ser corrigido regulando o cabeçote de recravação. Figura 14


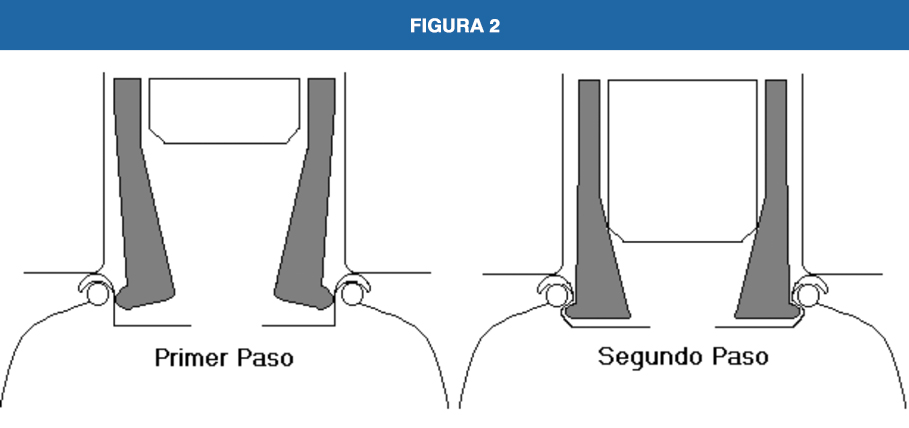
Pressão do cabeçote
É a pressão de ar que impulsiona o pistão de descida do cabeçote na primeira das duas etapas do processo de recravação. Essa pressão garante a compressão do elemento de vedação, indispensável para garantir a hermeticidade da recravarão.
Teste visual da recravação
Além do controle periódico da altura e do diâmetro de recravação, devem ser feitos cortes transversais no conjunto embalagem-válvula para verificar a compressão correta do dispositivo de vedação. Esse teste deve ser realizado sempre que as dimensões de recravação forem corrigidas, quando as embalagens forem alteradas ou quando forem detectados vazamentos.
Quando é utilizada uma virola de flandres laminada com o sistema de vedação Taper-Seal, além das inspeções de rotina para determinar a altura e o diâmetro de recravação, é possível constatar se a recravação foi feita corretamente, verificando se o plano que a virola apresentava inicialmente, antes da recravação, desapareceu. Ou seja, se esse plano, ao copiar a circunferência do anel de vedação da embalagem, adotou uma forma curva, que garante a compressão elástica da lâmina de polipropileno que se encontra entre o anel de vedação da embalagem e a saia exterior da válvula. Figuras 15 y 16


Na primeira figura, observamos una recravação com este sistema de vedação, cuja altura de recravação é excessiva e, por isso, é possível observar o plano sem deformações; na segunda, a altura de recravação é a correta, e é possível ver como o plano se transformou em una curva, que copia perfeitamente o anel de vedação da embalagem, comprimindo a lâmina plástica.
Outros testes para verificar o ajuste da recravação
Teste de “pestañado” (pouco usado):
É feito no banho de teste com a embalagem submersa, em que se introduz a ponta de uma chave de fenda plana entre a base da saia da virola e a cúpula superior da embalagem sob o anel de vedação; ao girar ligeiramente a chave de fenda, não deve haver vazamento devido a folga na recravação.
Ensaio de torque (pouco usado):
É realizado usando uma pinça-chave dinamométrica, que é fixada sobre a torreta da válvula e, fixando firmemente a embalagem, registra-se o torque (Kg força) necessário para provocar o início do giro da virosa em relação ao corpo da embalagem. É um método exclusivamente comparativo; portanto, devem existir padrões de teste anteriores.
Banho de ensaio de estanqueidade
É uma exigência das Boas Práticas de Fabricação e da legislação de transporte. Consiste em submeter 100% dos aerossóis a um teste de pressão para verificar o comportamento da embalagem, da válvula e da recravação, geralmente, a uma temperatura de 50-55 °C.
Esse teste também pode ser usado para verificar vazamentos, mas, neste caso, é necessário submergir a embalagem completamente, reservando um espaço para observar as embalagens quando atingirem a pressão de teste.
Critérios para avaliar os vazamentos
Em geral, podemos distinguir três tipos de vazamentos: macrovazamentos, pequenos vazamentos (borbulhas) e microvazamentos. Geralmente, os vazamentos podem aparecer:
- Na embalagem: por furo inferior ou superior (HL), costura e pinholes (HL e AL).
- Na válvula: pela haste, pela arruela interna, etc.
- No conjunto da embalagem – válvula: pela recravarão.
Os macrovazamentos e os pequenos vazamentos podem ser detectados com os Check Weighers ou o banho. Os microvazamentos não podem ser detectados por esses meios, deve ser utilizada a perda de peso em forno ou a audiometria.