

Buenas prácticas de manufactura en la industria del aerosol Parte II
5. PRODUCCIÓN Y ALMACÉN
Estos son algunos conceptos de la producción:
• Equipos adecuados y en condiciones óptimas de higiene
• Fórmulas validadas y aprobadas por el personal adecuado
• Disponibilidad de información de producto: ODF, OP, hoja de registro y control, HDS
-Todo esto debe estar involucrado en el área operativa antes, durante y después de una fabricación. Con esto se va a asegurar que el producto saldrá en las condiciones que el cliente requiere. En todos estos documentos vienen identificados cada uno de los procesos, de los materiales, especificaciones finales del producto y que de alguna u otra manera deben de cumplirse, más cuando somos maquiladores porque si no cumplimos, seguramente tendremos un rechazo.
• Hoja de despeje de línea
-Debe existir una hoja de despeje de línea que es: “Ya terminé mi producción – por ejemplo, un spray para cabello- retiro todos los materiales que sobran, se colocan en un documento las cantidades, y se regresa al almacén. ¿Por qué? Porque es muy clásico en la industria del aerosol, que las válvulas para aerosol son muy similares, también los activadores se parecen y muchas veces pensamos que el activador para el hairspray es el mismo para un desodorante ambiente, aunque físicamente se parecen, mecánicamente son diferentes.
-Hay que sacar todo lo anterior para poder meter lo nuevo. La diferencia entre los orificios de vapor, del activador y de las válvulas, es lo que hace la característica f inal del producto. Físicamente se parecen mucho, pero internamente su funcionamiento es totalmente diferente, en tamaño de partícula, en área de despreado, en alcance, en fin, eso te lo dan las válvulas y los activadores, y si dejamos y no despejamos bien nuestras líneas y vamos a meter después otro producto con elementos con características similares, seguramente el producto que va a salir va a presentar fuera de especificaciones estas condiciones de trabajo.
• Asignación de número de lote para trazabilidad y control
-Asignar un número de lote para la trazabilidad y control. La trazabilidad es el seguimiento del producto desde que se va a fabricar hasta que llega al mercado, y si es a través de un número de lote, ese número registra toda la actividad del producto, desde que se surtió el material, se fabricó, se almacenó, se transportó y llegó hasta el consumidor final. Con ese número hacemos la trazabilidad y nos vamos todo para atrás, hasta llegar al punto de donde se originó y sabemos en qué condiciones se trabajó, cuáles fueron las características del proceso, si se cumplió o no se cumplió con las especificaciones, eso es lo que nos da la trazabilidad.
• Definir especificaciones y control en las diferentes etapas de los procesos
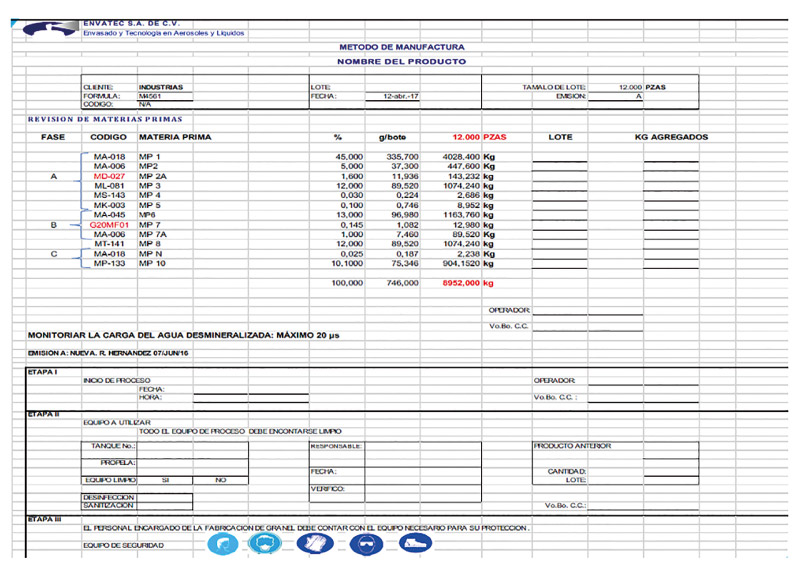
Comencemos desde la fabricación del granel, la fórmula principal que es la base de todo. Es lo que se va a evacuar dentro de la lata y define el producto, ya sea pintura, desodorante, hairspray o aromatizante ambiental. La fórmula determina las características y la aplicación exacta que el producto debe tener para su uso y se basa en porcentajes, ya sea volumen o peso. Y aquí vamos a ver cuáles son las cantidades que necesitamos para conformar toda la fórmula.
Supongamos que el código MS143 necesitamos 2.68 kilogramos, pues resulta que no lo tenemos. Nada más tengo los dos, los dos kilos, me faltan los 68. Es decir, aquí no se aplica y ahí se va. “Échaselo, total, no pasa nada, es fragancia”. Lo único que puede pasar es que no huela bien o que no tenga la característica del olor. Eso es lo único que puede pasar. ¿Pero es un producto bien fabricado? ¿Es un producto que va a cumplir con nuestras especificaciones finales? Desde mi punto de vista, no. Entonces hay dos opciones. La primera es ajustar la fórmula al material con la cantidad mínima que tenemos. Si nada más tenemos los dos kilos de fragancia, ajusto mi fórmula a esos dos kilos. Vamos a tener menos producto, por supuesto. Pero es mejor a tener un producto con el riesgo de que sea rechazado.
Y los que somos maquiladores, de ninguna manera debemos hacer ese ajuste sin antes comunicarlo al cliente. Y él que nos dé esa autorización para ajustar las cantidades de materias primas porque esto nos va a traer menos piezas fabricadas. Entonces, si no lo acepta, lo ajustamos o esperemos a que lleguen los otros 600 gramos para poder fabricar mi batch completo de producto.
Este es un proceso productivo en una planta de aerosol.
Se inyecta el producto, se coloca y engargola la válvula, y luego se inyecta el propelente, generalmente un hidrocarburo. Es crucial mantener un equilibrio adecuado entre las dos fases: el propelente y el producto.
Esto es importante porque la cantidad de propelente debe ser la necesaria para evacuar completamente el contenido del envase. Luego, se realiza el baño de prueba, ya que un producto en aerosol no puede considerarse válido si presenta fugas.
Las fugas provocan la pérdida de presión interna, lo que dificulta la correcta evacuación del producto. Por lo general, estas fugas ocurren en el engargolado, ya sea por una mala colocación o por falta de fuerza suficiente en la máquina durante el engargolado. El baño de prueba es fundamental para detectar estas fugas y garantizar la calidad del aerosol.
El baño de prueba es fundamental en el proceso, ya que permite detectar fugas y evaluar la resistencia del envase. Al someter el producto a una temperatura de 55 °C, la presión interna del propelente hidrocarburo aumenta proporcionalmente, ya que presión y temperatura están directamente relacionadas. Por eso, es indispensable realizar este control para garantizar la integridad y seguridad del aerosol.
Luego vienen las actividades más manuales que son la colocación de un activador, este la colocación en cajas, pero las tres etapas de proceso más importantes son el llenado, el engargolado y el gasificado. Creo que todo esto lo tenemos en mente, controlar bien esas tres etapas de fabricación.
6. TRAZABILIDAD Y PRODUCTO NO CONFORME OPERACIÓN DE ENVASADO
- Llenado de concentrado conforme a la OP (materiales y cantidad), verificar peso
- Colocar válvula manifestada en la OP (de acuerdo al tipo de producto)
- Crimpado (engargolado) según diámetro y altura
- Tipo de propelente y cantidad a utilizar será el indicado en la OP (TTV, BOV o UTC)
- IMPORTANTE: realizar la operación de gasificado en condiciones seguras y con un sistema de ventilación natural o forzado
- Todos los aerosoles deberán pasar por el baño de prueba, para verificar que se cumplan los criterios de resistencia y hermeticidad (fugas). Al salir del baño se deberán secar para evitar oxidación.
- Activador y tapa de acuerdo con la OP. Imprimir no. Lote, caducidad en empaque primario, nombre de la empresa, nombre del producto, no. Lote, no. de piezas, pictogramas, código barras en empaque secundario.
- Toda desviación debe ser reportada y corregida.
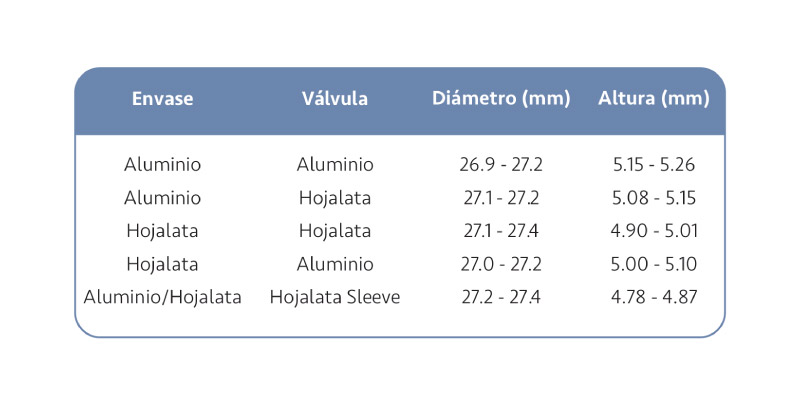
El engargolado es lo básico. Esta es una tabla de medidas sugeridas a través de la experiencia, no quiere decir que sean las exactas y las correctas. Esto va a depender del tipo de envase, del material del envase y del material de la válvula. Si engargolamos un envase de aluminio con una válvula de aluminio, estas son unas medidas sugeridas de diámetro y altura. Son diferentes si se engargola un envase de aluminio con una válvula de hoja de lata, debe de cambiar la especificación. Y así mismo cuando es viceversa. Esta es información sugerida.
Sin embargo, hay que hacer nuestras pruebas y tener la especificación de acuerdo al producto que vamos a usar al envase que vamos a utilizar. Esto depende mucho si hablamos de un envase, su dureza (envase de hojalata), de su maleabilidad (envase de aluminio). Depende mucho de eso nuestras medidas. De la válvula también la característica de la válvula.
Entonces estas son digamos, medidas con las que tenemos que partir para hacer nuestro engargolado.
7. LABORATORIO DE CONTROL
- Hay que asegurar que se lleven a cabo y de forma correcta los controles necesarios en las diferentes etapas del proceso
- Verificar que se cumplan con las especificaciones propias del producto (análisis, fabricación, envasado, acondicionado)
- Los resultados obtenidos deben ser documentados y archivados para futuras aclaraciones (trazabilidad)
- Los resultados fuera de especificaciones deben ser revisados por personal autorizado para su investigación y seguimiento
- Realizará las tomas de muestras y análisis requeridos para la liberación y/o rechazo de ME, MP y PT, utilizando los métodos de ensayo apropiados
- Establecer procedimiento para la toma de muestras que contenga: Método a aplicar, Material, Cantidad de la toma, precauciones, identificación de la muestra, Personal autorizado.
- Identificar la muestra con: Nombre o código, No. de lote, Fecha de la toma, Contenedor muestreado y cantidad
- Las muestras de MP deben resguardarse en un área asignada en las condiciones requeridas para su conservación y disposición final en un mínimo de 2 años (Crear museo de muestras)
- Toda desviación debe ser reportada y corregida
Muestreo final
Una vez que hemos controlado nuestros almacenes, asegurado la operación y finalizado el proceso productivo, el siguiente paso es ingresar el producto al almacén. Pero antes de entregarlo, es indispensable realizar un muestreo final para verificar que cumple con los estándares de calidad establecidos.
- El producto contenido en su empaque final debe colocarse sobre tarimas y embalado de acuerdo a la distribución e instrucción indicada en la OP y debe contener la misma información.
- Deberá realizarse una inspección final del PT (Militar Estándar) y de estar conforme a las especificaciones establecidas deberá liberarse para su entrega. Asegurarse a través del nivel de explosividad (LEL) que no se presenten fugas.
- De encontrarse defectos, se identificará como producto NO CONFORME y será colocado en área de cuarentena hasta tomar la acción correspondiente (Reproceso, rechazo f inal por el tipo de defecto). Si es un defecto menor, pues dices: «A lo mejor si se me desvió un poco la etiqueta, no me afecta mucho en la apariencia del producto, tomo la decisión y lo entregas.» Pero si es un defecto crítico como en el momento que aprieto el aerosol y no sale, ese producto se va a cuarentena y se verificará cantidades y se harán una serie de análisis del producto antes de sacarlo de nuestra planta. Para eso tenemos a nuestro departamento de aseguramiento de calidad.
- Para el reproceso se determinarán las operaciones a seguir de tal manera de no poner en riesgo la calidad del producto y por el personal responsable del área. Se analiza cuál fue el defecto y se aplica un procedimiento para hacer el reproceso y poderlo entregar ya en las condiciones adecuadas al cliente.
8. GESTIÓN DE RETIROS Y DEVOLUCIONES
- De acuerdo con el criterio y evaluación del producto terminado deberán tratarse los reclamos como elemento puntual o NO conformidad.
- Registrar las NO Conformidades y realizar análisis de causa-raíz. Realizar acciones preventivas o correctivas.
- Gestionar con el cliente para que el retiro del PT sea según acuerdos y con las responsabilidades debidamente definidas. (Documentación y seguridad).
Una no conformidad no debe tomarse a la ligera. Si el cliente rechaza el producto, esto implica recogerlo, devolverlo a planta, identificar el problema mediante un análisis de causa raíz y reprocesarlo en línea. Este tipo de fallas rompe con el orden operativo, afecta la programación de producción y genera un impacto económico significativo. En el caso de los maquiladores, donde los costos se calculan en función del volumen de venta, el reproceso representa una pérdida directa para la compañía.
Seguridad
- Debe implementarse un sistema que asegure la integridad del personal, del producto y del proceso.
- Realizar una evaluación de riesgos en las diferentes áreas.
- Documentar y revisarse periódicamente.
La alta peligrosidad que tiene una planta de aerosoles y la necesidad que se tiene de la capacitación.
Las buenas prácticas son muy necesarias. En seguridad, las buenas prácticas son para proteger tu VIDA. Llevémonos este concepto a nuestras plantas: que la aplicación de las buenas prácticas en seguridad es para proteger tu vida. Y lo importante no es como empiezas, lo importante es cómo terminas.