
Este tema se refiere a la detección de microfugas en envases de aerosol y es que como industria sabemos perfectamente cuáles son los problemas
operacionales y los riesgos que se tiene al tener una fuga de gases de los envases. Es un gran peligro para el personal y la planta. El no tener fugas, nos ayuda a tener mejor producción, además de cumplir con los requerimientos legales y normativos que hay en el mercado.
ÍNDICE
1. Desafíos operativos para los fabricantes de aerosoles
2. El Baño María – Solución Original
3. Desafíos de la Línea de Producción Moderna
4. La detección de fugas por láser
5. Sistemas de detección de microfugas en aerosol CascadeTM
6. Detecte y rechace latas defectuosas directamente en línea
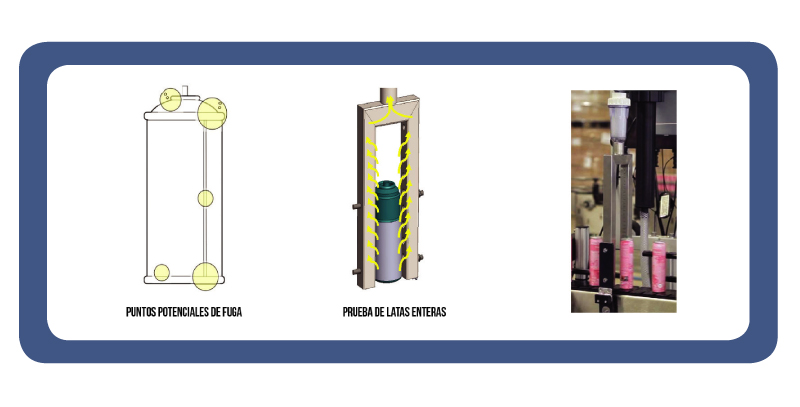
7. Se prueba la lata completa
8. La respuesta del láser es casi instantánea
9. Cómo funciona
10. Mecanismo de rechazo
11. Aumentar la capacidad de producción • Capacidades del sistema
12. Diagrama de instalación 13. Configuración del sistema
• Instalación típica
• Opción de configuración: cuántos propelentes
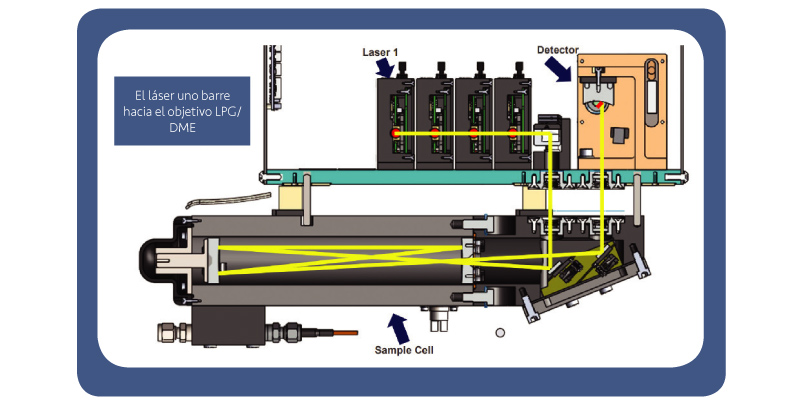
14. ¿Por qué es atractiva la detección multicomponente? 15. La tecnología en cascada «Chirp» permite múltiples láseres a través de una sola celda de muestra
16. Opción de configuración 3: requisitos reglamentarios y organizaciones comerciales
17. Cumplir con la legislación y los requisitos del contrato 18. Alternativa al baño de agua: quitar un baño de agua 19. La detección de fugas por láser puede…
1. DESAFÍOS OPERATIVOS PARA LOS FABRICANTES DE AEROSOLES
2. EL BAÑO MARÍA – SOLUCIÓN ORIGINAL
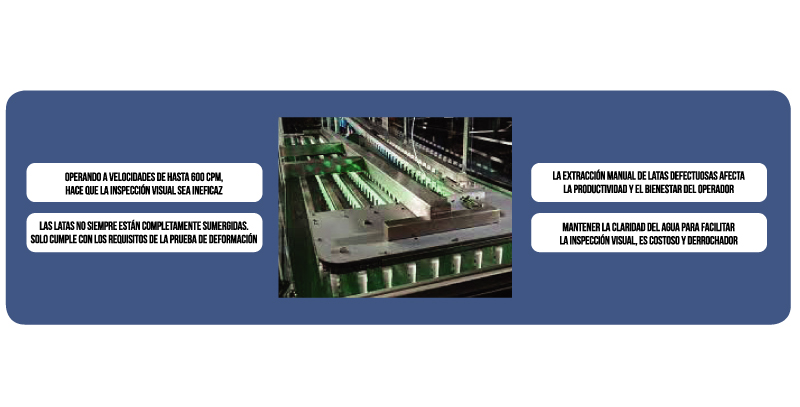
3. DESAFÍOS DE LA LÍNEA DE PRODUCCIÓN MODERNA
El sistema QCL Microleak fue desarrollado con y para los principales jugadores de aerosoles
4. LA DETECCIÓN DE FUGAS POR LÁSER
5. SISTEMAS DE DETECCIÓN DE MICROFUGAS EN AEROSOL CASCADETM
6. DETECTE Y RECHACE LATAS DEFECTUOSAS DIRECTAMENTE EN LÍNEA
7. SE PRUEBA LA LATA COMPLETA
• El sistema Cascada prueba la totalidad de la lata
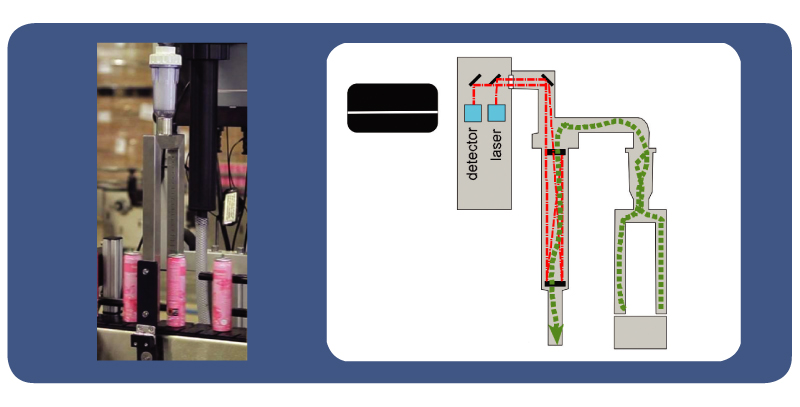
8. LA RESPUESTA DEL LÁSER ES CASI INSTANTÁNEA
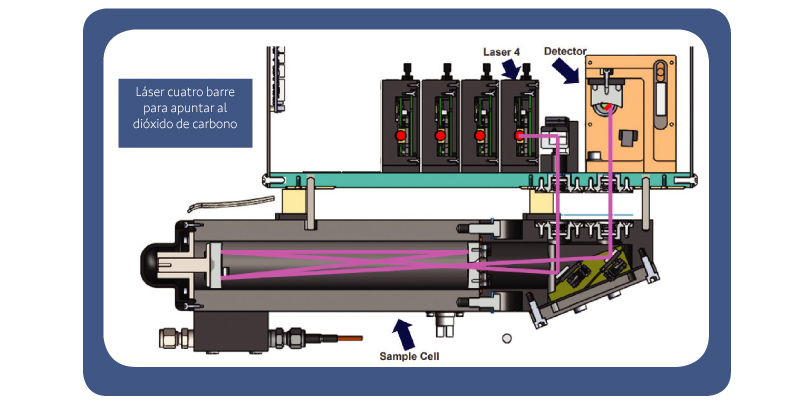
• Los sistemas clásicos de detección de fugas por láser utilizan un láser «sintonizado» con el gas de interés: LPG, DME, óxido nitroso, dióxido de carbono, etc.
• Funcionan así:
– Los módulos láser generan un pulso láser
– El propelente que se escapa se introduce en
la celda de medición
– El pulso láser ingresa a la celda y parte de la luz es
absorbida por el gas objetivo
– La luz reflejada de la celda es detectada por un receptor – La reducción de la luz láser se compara con un umbral
y, si se supera ese umbral, la lata está etiquetada como «Rechazar»
9. CÓMO FUNCIONA
10. MECANISMO DE RECHAZO
•Latas con fugas rechazadas directamente
– Una sola lata con fugas, activa una señal y se retira de la línea para su contención
– Múltiples latas con fugas, activan una alarma que indica una falla en el proceso
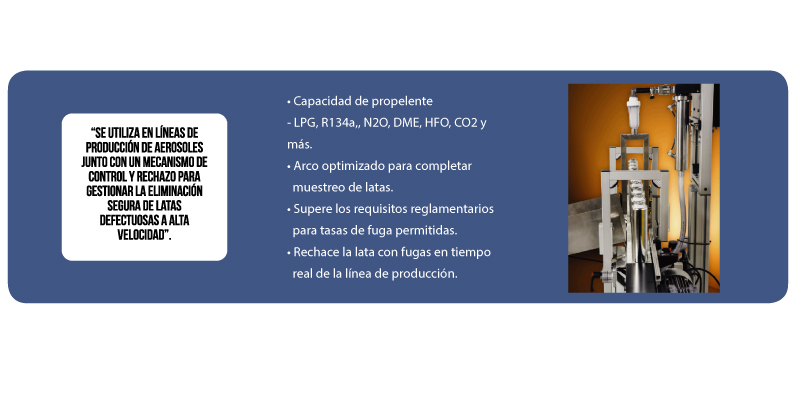
11. AUMENTAR LA CAPACIDAD DE PRODUCCIÓN
Capacidades del sistema
•Totalmente automatizado: no se requiere intervención del usuario
• Capacidades de alarma para identificar fallas de producción
• El sistema registra estadísticas de producción para ayudar a identificar la causa raíz
• Cambios en el sistema de protección con contraseña
12. DIAGRAMA DE INSTALACIÓN
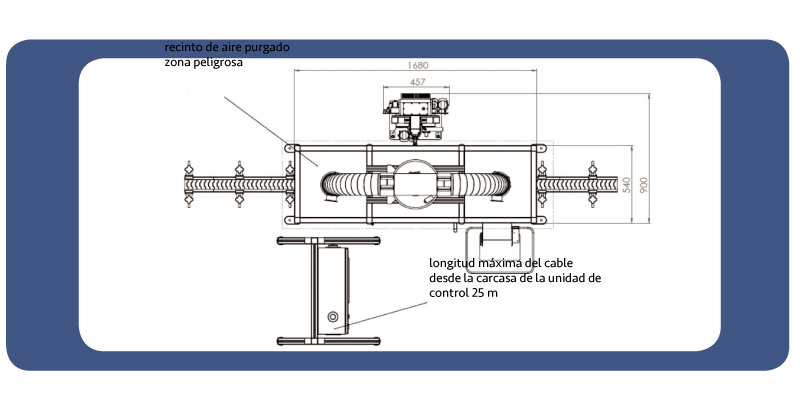
13. CONFIGURACIÓN DEL SISTEMA INSTALACIÓN TÍPICA ESTÁNDAR/SELECCIONAR OPCIÓN
16. OPCIÓN DE CONFIGURACIÓN 3: REQUISITOS REGLAMENTARIOS Y ORGANIZACIONES COMERCIALES
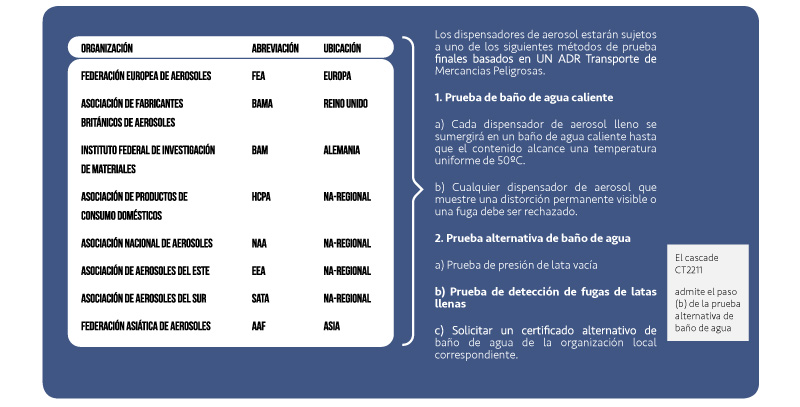
El CT2211 apoya a los fabricantes que se esfuerzan por mejorar la seguridad/calidad y cumplir con los requisitos reglamentarios
17. CUMPLIR CON LA LEGISLACIÓN Y LOS REQUISITOS DEL CONTRATO
NO estamos midiendo burbujas, estamos midiendo la tasa de fuga asociada con la formación de esa burbuja bajo el agua
18. ALTERNATIVA AL BAÑO DE AGUA: QUITAR UN BAÑO DE AGUA
Un método alternativo de baño de agua debe mostrar la equivalencia de las pruebas y, en resumen, este método comprende los siguientes elementos clave:
• Los procedimientos de aseguramiento de calidad, se utilizan durante la manipulación y el llenado para comprobar que solo se producen aerosoles de alta calidad. Los procedimientos incluyen:
1. Comprobaciones de los ajustes del equipo de prensado (crimp) para mantener las dimensiones correctas de prensado de la válvula.
2. Control de peso en línea para garantizar que se rechacen los aerosoles sobrellenados.
3. Prueba de fugas de todos los aerosoles llenos para demostrar que no tienen fugas a una tasa ≥ 2,0 x 10-3 mbar.l.s-1 a 20 °C
• Prueba de presión de todos los aerosoles vacíos por parte del fabricante de latas para garantizar que no se deformen cuando se llenan y tengan fugas a una tasa inferior a 3,3 x 10-2 mbar.l.s-1.
19. LA DETECCIÓN DE FUGAS POR LÁSER PUEDE…
• Eliminar el riesgo asociado con las latas con fugas dando lugar a explosiones o incendios.
• Recibir información estadística sobre las tasas y patrones de rechazo de latas para solucionar problemas de rendimiento de la línea.
• Detectar latas con fugas en línea, en tiempo real y rechazar el envase defectuoso al instante.
• Preparar líneas de llenado para el futuro, para distintos propietarios de marcas y/o exigencias legislativas.
• Detectar hasta cuatro propelentes sin cambio o ajustes al equipo, incluidos LPG, DME, HFO, óxido nitroso y dióxido de carbono.