
Este tópico se refere à detecção de microleaks em contêineres de aerossol e é que, como indústria, sabemos perfeitamente quais são os problemas operacionais e os riscos que você tem ao ter um vazamento de gases dos recipientes. É um grande perigo para o pessoal e para a fábrica. Não ter vazamentos, nos ajuda a ter uma produção melhor, além de cumprir os requisitos legais e regulatórios existentes no mercado.
ÍNDICE
1. Desafios operacionais para fabricantes de aerossóis
2. A Solução Bain-Marie – Original
3. Desafios modernos da linha de produção
4. Detecção de vazamento a laser
5. Sistemas de detecção de microcréditos de aerossol emTM cascata
6. Detectar e rejeitar latas defeituosas diretamente on-line
7. A lata inteira é testada
8. A resposta a laser é quase instantânea
9. Como funciona
10. Mecanismo de rejeição
11. Aumentar a capacidade de produção
• Recursos do sistema
12. Diagrama de instalação
13. Configuração do sistema
• Instalação típica
• Opção de configuração: quantos propelente
14. Por que a detecção multicomponente é atraente?
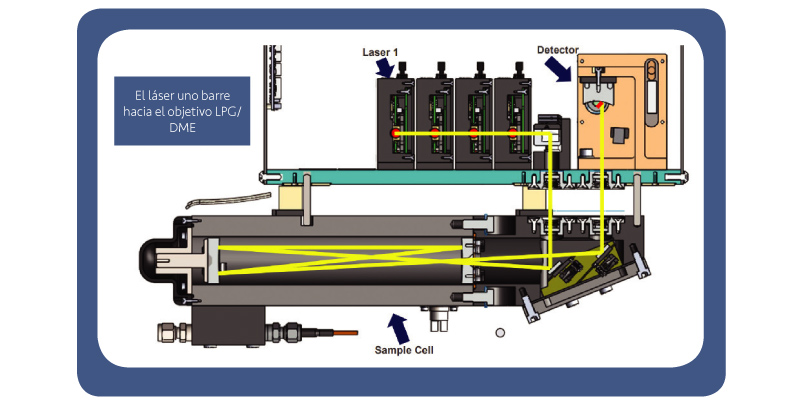
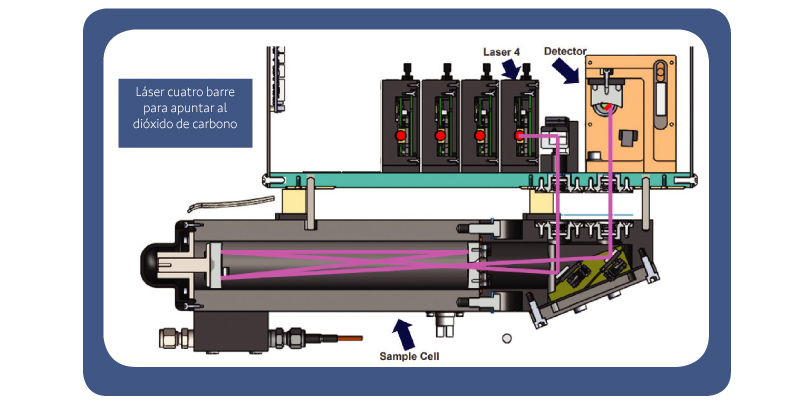
15. A tecnologia de cascata «Chirp» permite múltiplos lasers através de uma única célula amostral
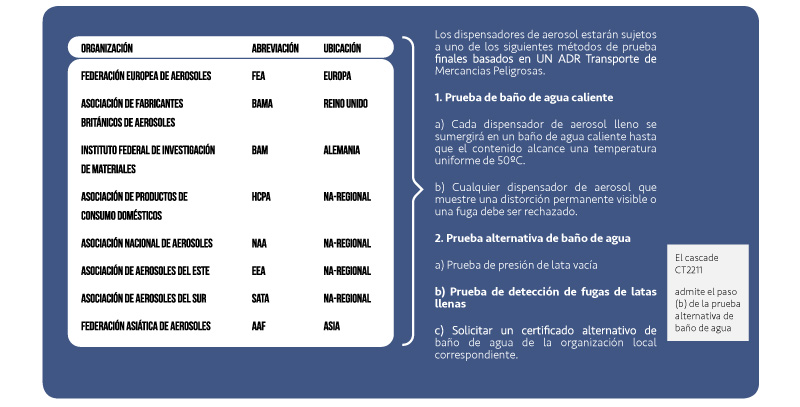
16. Opção de configuração 3: Requisitos regulatórios e organizações empresariais
17. Cumprir a legislação e os requisitos do contrato
18. Alternativa ao banho de água: remova um banho de água
19. A detecção de vazamento a laser pode…
1. DESAFIOS OPERACIONAIS PARA OS FABRICANTES DE AEROSSÓIS
2. THE BAIN-MARIE – SOLUÇÃO ORIGINAL
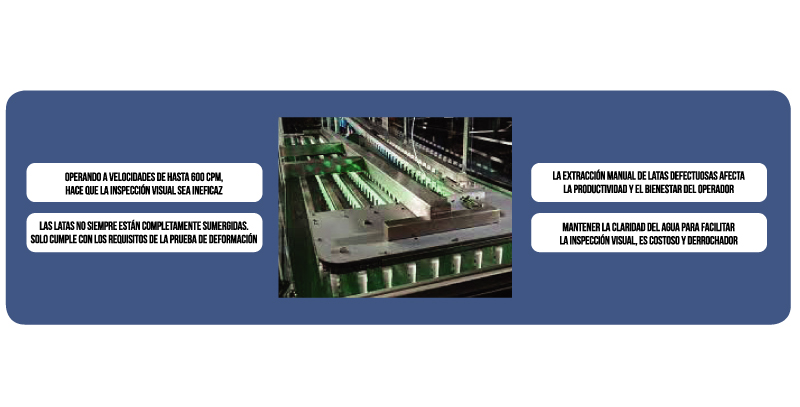
3. DESAFIOS DA LINHA DE PRODUÇÃO MODERNA
O sistema QCL Microleak foi desenvolvido com e para os principais jogadores de aerossol
4. DETECÇÃO DE VAZAMENTO A LASER
5. SISTEMAS DE DETECÇÃO DE MICROCRÉDITOS DE AEROSSOL EMTM CASCATA
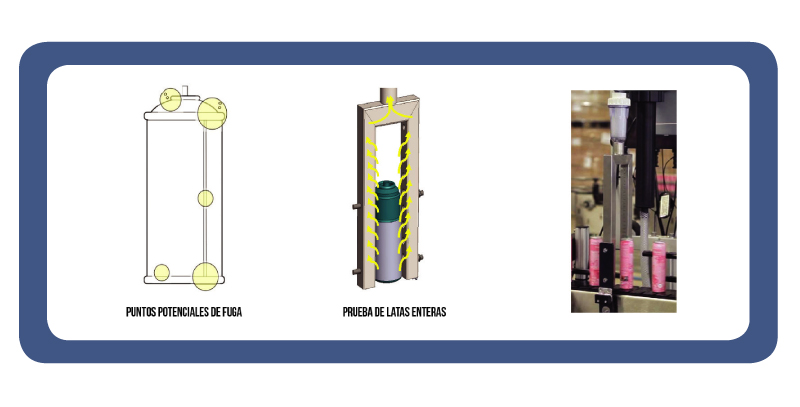
6. DETECTAR E REJEITAR LATAS DEFEITUOSAS DIRETAMENTE ON-LINE
7. SE PRUEBA LA LATA COMPLETA
• El sistema Cascada prueba la totalidad de la lata
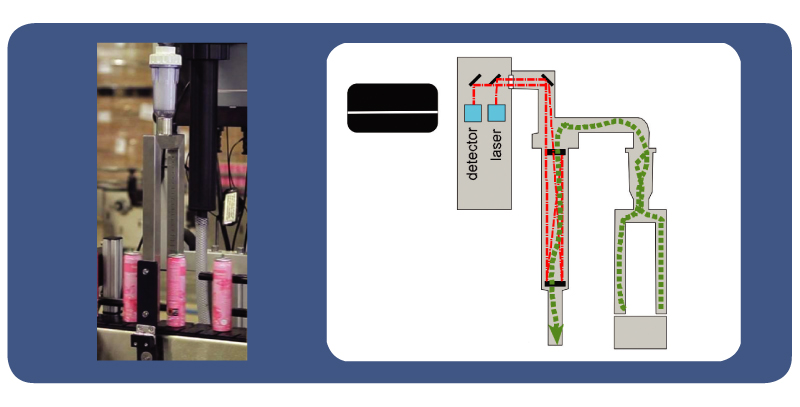
8. A RESPOSTA A LASER É QUASE INSTANTÂNEA
• Os sistemas clássicos de detecção de vazamentos a laser usam um laser «sintonizado» ao gás de interesse: GLP, DME, óxido nitroso, dióxido de carbono, etc.
• Eles trabalham assim:
– Módulos laser geram um pulso laser
– O propulsor vazando é introduzido na célula
de medição
– O pulso laser entra na célula e parte da luz é absorvida
pelo gás alvo.
– A luz refletida da célula é detectada por um receptor – A redução da luz laser é comparada a um limiar, e se
esse limite for excedido, a lata é rotulada de «Rejeitar»
9. CÓMO FUNCIONA
10. MECANISMO DE REJEIÇÃO
• Latas com vazamentos rejeitadas diretamente
– Um único vazamento pode ativar um sinal e é removido da linha para contenção
– Várias latas de vazamento disparam um alarme indicando uma falha no processo
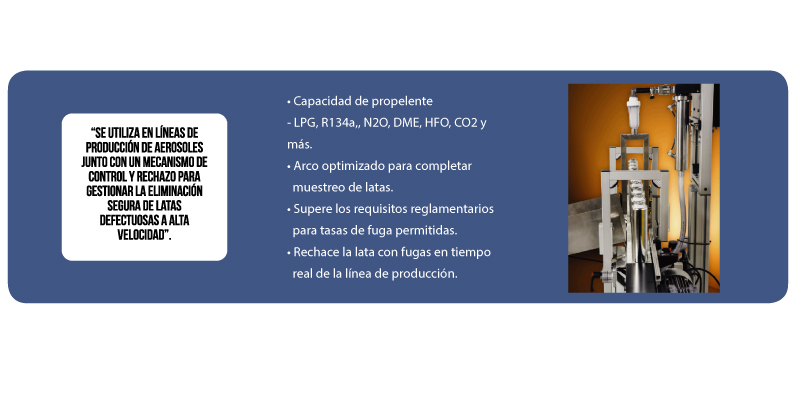
11. AUMENTAR A CAPACIDADE DE PRODUÇÃO
Recursos do sistema
•Totalmente automatizado: nenhuma intervenção do usuário necessária
• Recursos de alarme para identificar falhas de produção
• O sistema registra estatísticas de produção para ajudar a identificar a causa raiz
• Alterações no sistema de proteção por senha
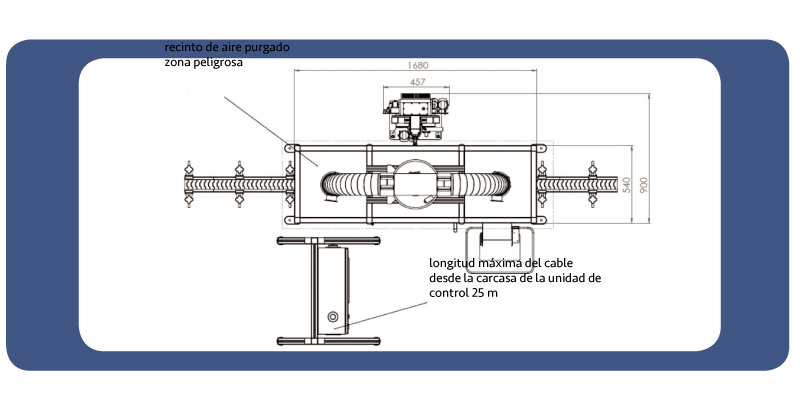
12. DIAGRAMA DE INSTALAÇÃO
13. CONFIGURAÇÃO DO SISTEMA INSTALAÇÃO TÍPICA STANDARD/SELECIONAR OPÇÃO
Itens padrão estão incluídos em todas as configurações
16. OPÇÃO DE CONFIGURAÇÃO 3: REQUISITOS REGULATÓRIOS E ORGANIZAÇÕES EMPRESARIAIS
O CT2211 apoia fabricantes que se esforçam para melhorar a segurança/qualidade e atender aos requisitos regulatórios
17. CUMPRIR A LEGISLAÇÃO E OS REQUISITOS CONTRATUAIS
Não estamos medindo bolhas, estamos medindo a taxa de vazamento associada à formação dessa bolha submersa
18. ALTERNATIVA AO BANHO DE ÁGUA: REMOVA UM BANHO DE ÁGUA
Um método alternativo de banho de água deve mostrar a equivalência dos testes e, em resumo, este método compreende os seguintes elementos-chave:
• Procedimentos de garantia de qualidade são utilizados durante o manuseio e preenchimento para verificar se apenas aerossóis de alta qualidade são produzidos. Os procedimentos incluem:
1. Verifica os ajustes do equipamento de prensagem (friso) para manter as dimensões corretas da pressão da válvula.
2. Verificação em linha para garantir que aerossóis sobrecarregados sejam rejeitados.
3. Teste de vazamento de todos os aerossóis preenchidos para mostrar que eles não vazam a uma taxa ≥ 2,0 x 10-3 mbar. l.s-1 a 20 °C
• Testes de pressão de todos os aerossóis vazios pelo fabricante de latas para garantir que eles não se deformem quando preenchidos e vazem a uma taxa inferior a 3,3 x 10-2 mbar.l.s-1.
19. A DETECÇÃO DE VAZAMENTO A LASER PODE…
• Eliminar o risco associado a latas vazando que levam a explosões ou incêndios.
• Receber informações estatísticas sobre taxas de rejeição de latas e padrões para solucionar problemas de desempenho da linha.
• Detectar latas com vazamento on-line, em tempo real e reparar com defeito ou instantaneamente no recipiente.
• Preparar linhas de enchimento para o futuro, para diferentes proprietários de marcas e/ou requisitos legislativos.
• Detectar até quatro propulsores sem alteração ou ajustes de equipamentos, incluindo GLP, DME, HFO, óxido nitroso